谘詢電話
ENGLISH0755-88840386基於PLC 控製器的飼料顆粒機平模數控鑽孔係統
發布時間:2020-05-11 14:40:42 |來源:網絡轉載
前言
飼料顆粒機關鍵適用鄉村喂養大戶及中小型養殖場、養兔場[1]。中小型精飼料顆粒的加工過程是根據造粒機來完成的,造粒機的驅動力根據主軸軸承及平模,在滑動摩擦力功效下推動輥子勻速轉動,原材料在輥子與平模中間高溫融化,蛋白凝結轉性,在輥子擠壓成型下從模孔中排出來,做成的顆粒物經甩料盤送出去設備外,根據創口可調顆粒物長度。殊不知,中小型飼料顆粒機的平模零件加工是現階段遭遇的一大難點,機器設備的關鍵部件平模磨具的相互特性是單一孔徑、孔數諸多、直徑比大等,現階段的加工方式 普遍現象加工高效率低、勞動效率大等眾多問題。
1 平模零件剖析
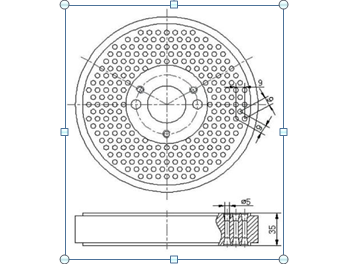
平模磨具是飼料顆粒機的關鍵部件,其品質好壞對飼料顆粒機生產量和磨具耐磨性能的危害尤為重要。常見的平模磨具規格型號有48種之上:在其中平模直徑105,200,230,280四種規格型號;進料直徑:1.5,2,2.5,3,3.5,4,4.5,5,6,8,10,12;而且依據不一樣客戶的特別要求,也要提升部分規格型號。在工件麵中孔遍布呈等邊三角形遍布,在固定不動總麵積裏,這類布孔方法的孔最多,因而造粒機的進料高效率也最大。
平模磨具的一個相互特性是所有的孔全是深孔,直徑比一般都超過7至15;單工件孔數多,單工件最高達6000好幾個孔數,如圖所示1圖示。在具體生產製造中,屬於多種類、少大批量的商品,工件規格型號轉換經常,紡織成一定的艱難。因而,必須有一套適用飼料顆粒機平模模具零件加工的數控機床打孔係統,才可以考慮平模零件的加工高效率與品質。
2 數控機床係統搭建
平模磨具打孔機器設備最重要的部分便是數控機床係統,一般的做法能夠選用鑽銑床的數控機床係統,例如廣州數控的980MA係統、華中數控的HNC-21M係統等數控機床係統,但在本運用中出現了一個相互的難題:工件種類諸多,程序編寫非常艱難,沒法在加工中對孔距主要參數開展調整;而且實際操作難度係數大,必須十分嫻熟的數控機床作業員才可以開展加工;另外加工中不容易開展選孔加工。比較嚴重危害了加工的高效率和品質。
本係統選用PLC做主導控製板,設計方案工業觸摸屏作為數據信息輸出插口,係統整體組成如圖2所示,關鍵包括開關電源模塊、工業觸摸屏模塊、輸入模塊、主軸軸承離心水泵操縱模塊、數控刀模塊、控製板模塊、伺服控製模塊等模塊。係統選用模塊化總體設計,所有的模塊都是有完善商品能夠型號選擇,具備構造清楚、可信性高、便於維護保養等優勢。
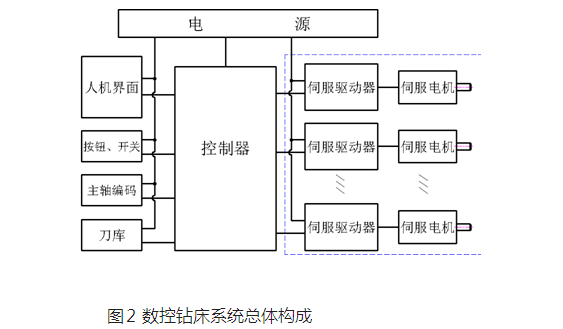
圖2 臥式加工中心係統整體組成
3 操作麵板的設
給平模零件的生產組
工業觸摸屏(HumanMachineInteraction,
HMI),別稱操作界麵或使用人頁麵,是係統和客戶中間開展互動和信息交換的媒體,完成情況顯示信息和客戶加工數據信息鍵入的功效。
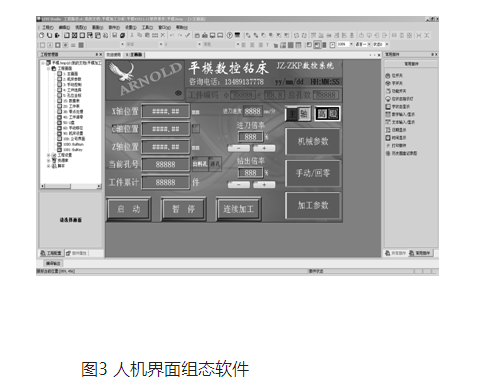
圖三人機界麵組態軟件
機床操作麵板選用組態軟件開展編寫轉化成,如圖所示3圖示,按需設計方案的操作界麵,機床操作麵板簡單明了。機床主桌麵顯示機床工作中主要參數、機器設備關鍵控製按鈕、作用頁麵變換按鍵和係統信息內容等內容,如圖16圖示。零件加工主要參數在零件主要參數頁麵中,如圖所示5圖示,鍵入內容以填寫表格的實際操作方法,關鍵有零件的基本參數,如:工件直徑、工件公稱直徑、孔位主要參數、直徑主要參數、深度主要參數等,係統依據這種基本參數全自動測算出所有所需數據信息,而不用實際操作工作人員開展數控機床程序流程的編寫、巨大地簡單化了自動化機械的實際操作難度係數。
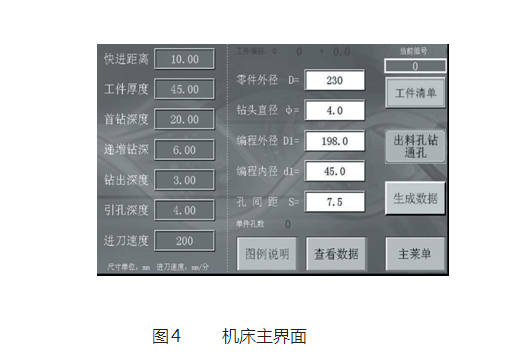
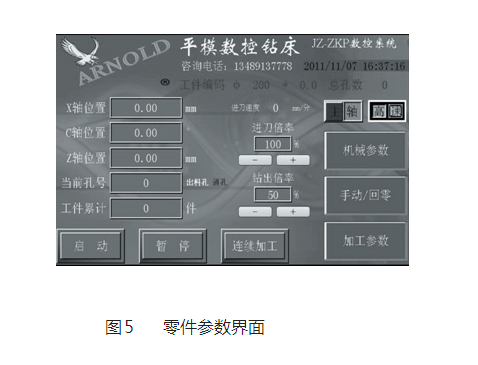
圖16 機床主界麵圖5 零件主要參數頁麵
4 數控機床程序流程的設計方案
機床的操縱係統選用PLC係統,開啟PLC編輯軟件係統選用結構化程序程序編寫,關鍵作用模塊包括:客戶輸入模塊、機床實際操作模塊、係統主要參數設置模塊、工件主要參數解決模塊和應急解決模塊等作用,係統操作程序
啟動複位後係統等候客戶係統命令,這時候能夠挑選手動式實際操作、設定工件數據信息或立即開展循環係統加工。針對新的工件數據信息,在開機後先開展工件主要參數的鍵入,在確定工件數據信息恰當後,可進入手動式實際操作,將機床調節到加工部位,校正數控刀片,就可以開展一切正常加工。
一切正常加工全過程中,機床主桌麵顯示機床所在位置、當今零件號和當今加工孔號主要參數等基本參數,依據數控刀片的具體情況,還可在主界麵更改數控刀片的走刀速率倍率,以利於最大限度的維護數控刀片,做到較大 的加工高效率。
對於打孔加工的加工工藝特性,係統獨立設計方案有以下內容關鍵特點:(1)在全自動加工中可隨意選孔加工,要是鍵入總體目標孔號,機床會在下一孔加工時全自動挪動到特定孔距開展加工;(2)不更改客戶數據信息,根據挑選按鍵就可以完成不一樣加工方法變換,可挑選的加工方法有:管理中心孔引孔方法、一次打孔方法和啄鑽加工方法;(3)在孔鑽通以前全自動降低下刀速率,以利於維護麻花鑽。
5 依據
本係統設計方案的是一種根據工業觸摸屏與PLC控製器緊密結合的臥式加工中心係統,相對性於通用性數控機床係統,本係統目的性強,設計方案有效,簡單化數控機床機床實際操作,合理地減少勞動效率;實際操作應用簡單,管理程序和操作界麵靈便變化多端,針對不一樣類型的加工零件,要是對於新零件的加工規定做適當的更改,就可以融入新的零件加工,滿足客戶需求不一樣的應用規定。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器