谘詢電話
ENGLISH0755-88840386基於PLC的全自動包裝碼垛生產線控製係統設計
發布時間:2019-08-12 19:07:00 |來源:中國知網
隨著現代工業自動化技術的不斷發展,企業 中的生產機械設備逐步成為集機、電、儀於一體 的綜合體,人工手動工作已逐漸被高度自動化控製所取[1-4]。食鹽、糧食、化肥等顆粒物料的包 裝、運輸以及庫房碼垛離不開自動化包裝機械。 目前,由於先進的全自動包裝技術主要掌握在少數發達國家手裏,國內全自動包裝碼垛設備主要依賴進口,國外設備成本較高,維修困難,各種先進技術被壟斷,對此國內對全自動包裝生產線國產化的呼聲越來越高。隨著我國經濟的不斷發展,人工包裝的低效率與生產量的不斷提高之間的矛盾日益激化,因此對包裝碼垛自動生產線的研究具有重大的經濟意義與現實意義[5-9]。
全自動包裝碼垛生產線是集機、電、氣於一體的高技術機械設備,它主要應用於食鹽、糧食、化肥以及醫藥等行業中的粉、粒等物料的全自動包裝,即對包裝過程中的稱重、供袋、取袋、送袋、折邊、封袋、編碼打印、產品檢測、產品傳送、碼垛、托盤和垛盤的輸送等工作過程全部實現自動化[10-12]。
可編程控製器(PLC)因其具有抗幹擾能力強、可擴展性強、可靠性高、可編程能力強等優點,因此在環境相對惡劣的工業控製領域中得到 了廣泛應用[13- 16]。基於此本文提出了一種基於PLC的全自動包裝碼垛生產線控製係統,采用西門S7-300和維綸MT8150iE觸摸屏作為控製係統的核心,二者相互配合共同完成整個生產線的自動控製與監控。
1 全自動包裝碼垛生產線工藝流程
全自動包裝碼垛產線基本組成如圖1所示。
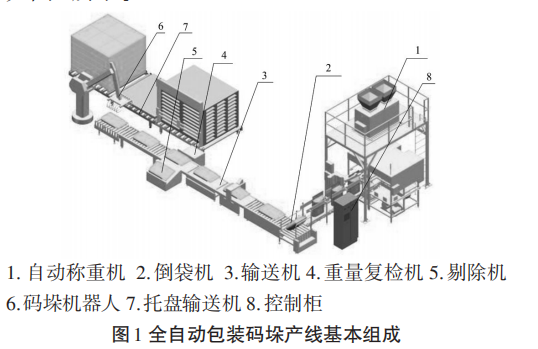
全自動包裝碼垛生產線能夠自動完成稱重、供 袋、取袋、裝袋、封口、輸送、重量複檢以及碼垛等工作任務。包裝碼垛生產線中主要機械係統包括自動稱重秤係統、倒袋係統、輸送係統、重量複檢係統、剔除係統、碼垛係統、托盤輸送係統、控製係統等。工藝流程可總結為:物料從自稱重係統的料鬥進入包裝秤的給料裝置中,通過粗料和細料供給係統完成粗料和細料的混合完成物料的混配。當自動稱重係統中的壓力傳感器檢測到物料重量與目標重量相同時,則傳感器將信號傳送到PLC中,PLC發出停止加料命令加料係統停止加料,整個加料稱重循環完成,此時稱重機等待下一次稱重加料信號。當自動裝袋機完成上袋後,傳感器檢測到信號後稱重箱中的卸料翻門打開,物料落入包裝袋中,卸料完成後翻門被關閉,包裝袋經過折邊機進行自動折邊,折邊成後包裝袋被運送到縫口機,分包裝袋一旦被縫口機中的傳感器檢測到,縫口機邊開始進行縫合包裝袋口,縫合完成後自動將縫合線割斷。包裝 完成後,產品經過輸送機被輸送到重量複檢統,對包裝質量進行最後的檢查,當複檢係統檢測到包裝質量不合格時,包裝袋經過自動剔除係統被剔除,而符合標準的包裝袋將以此通過噴墨打印機等設備,最後到達碼垛機係統中,碼垛機器人按照移動的排列方式進行自動擺放,在完成碼垛任務後。全自動包裝碼垛生產線整個流程如圖2所示。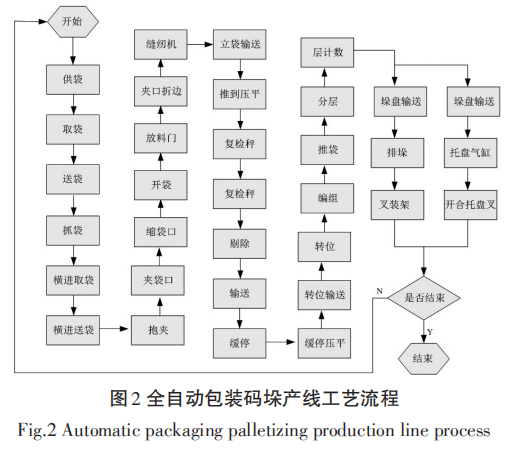
2 控製係統硬件設計
在全自動碼垛包裝過程中,稱重、供袋、取 袋、裝袋、輸送以及縫合等多個動作均是自動完 成,工作過程中動作較多且複雜,工作環境也較為惡劣。而基於 PLC 的全自動包裝碼垛生產線 控製係統具有結構簡單、運行速度快、穩定性高、 可擴展性強等優點,比較適合本文所研究的生產 線所處的工作環境條件。根據生產線的工藝流 程,該控製係統應該滿足以下幾個要求: (1)各工序能夠協調控製,使自動化生產線 穩定、可靠高速運行
(2)程序的可變性強,能夠根據不同作業要 求隨時對運行程序進行調整。
(3)實時性高,動態響應性能好,能夠隨時對 各種傳感器信號進行采集並及時反饋。
(4)高可靠性、安全性和穩定性。
(5)理性化的人機界麵,便於工人操作以及 監控。
(6)硬件結構緊湊,且具有後期擴展性。 根據包裝工藝流程,本文采用了“HMI+PLC”的控製模式,控製係統整體框圖如圖 3 所示。
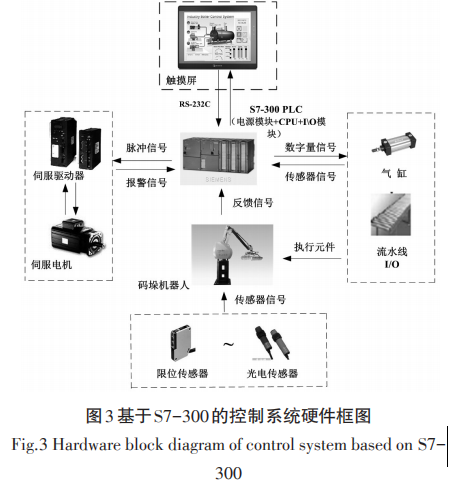
PLC可編程控製器作為觸摸屏與各信號傳感器之 間的橋梁,將觸摸屏與各個信號緊密連接起來。 因此觸摸屏、PLC、I/O
輸入輸出模塊等組合在一 起便構成了全自動包裝碼垛生產線控製係統。
2.1 觸摸屏
觸摸屏,簡稱 HMI,是控製包裝機的直接媒 介。由於該生產線的工作環境複雜惡劣,為了保證設備能夠在複雜的工作環境中穩定可靠運行,同時考慮到其實用性和成本等特點,該控製係統中上位機選用威綸MT8150iE係列觸摸屏。通過該觸摸屏可實現包裝速度、傳送帶速度等參數的輸入,並實時對生產線目前的生產狀態等信息進行顯示。MT8150iE係列觸摸屏具有多個串口(RS-232/RS-485)可同時與下位機實現通訊,擁有400 MHz的32位 RISC處理速度、輸入電源為24VDC,能夠實現1分鍾的500VAC超高耐壓。
2.2 PLC
針對控製係統主要實現功能,選擇模塊式的 PLC,主要組成單元有CPU模塊、電源模塊、基本 I/O 模塊。對控製係統進行擴展時,隻需要在原 係統上增加相應的功能模塊,就可以完成功能的 添加,設計成本低、效率高。 PLC作為整個控製係統的核心,包裝生產線工作過程中動作多且複雜,而生產線中的 I/O點數較多,綜合分析該係統選擇西門子PLC S7-300 係列該款PLC功能多、運算速度快,能夠根據生產線不同需求進行組合配置。在分析整個包裝碼垛流水線工藝流程的基礎上,選擇
S7-300係列 中的 CPU315-2DP,該生產線中主要包括自動包裝係統和自動碼垛係統兩大部分,根據包裝流程 的動作分析,包裝和碼垛部分總共需要約60個輸 入點和50個輸出點,選擇輸入模塊 SM321,數字 輸出模塊SM322。
3 控製係統軟件設計
3.1 上位機軟件設計
上位機觸摸屏程序能夠實現操作人員與PLC 之間的交流,實現不同人機界麵之間的切換,以 及不同的操作不同的按鍵控製
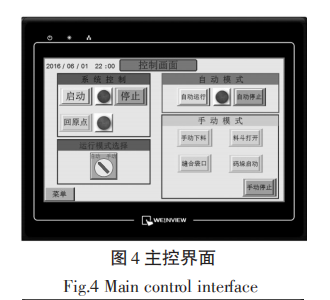
PLC 中不同的程序運行。觸摸屏能夠對包裝碼垛生產線的運行信息、報警信息以及控製信號以文字或者圖像的形式,直觀形象的展示給用戶。觸摸屏程序結構設計好壞不僅僅影響人機界麵美觀性,對整個係統的穩定可靠運行同樣具有重要影響。 MT8150iE 係列觸摸屏通過 EasyBuilder8000 編程軟件進行離線模擬和在線模擬,極大的方便了程序的調試。該觸摸屏軟件程序中主要包括主控界麵、參數設置界麵以及監控三大部分。主控界麵中主要包括啟動、停止、自動模式以及手動模式,控製畫麵如圖4所示。
參數設置界麵圖5所示
報警畫麵中主要顯示生產線中的報警信息,主要包括倉物料報警、加料不足、加料過重、秤門未關、放料失敗、總重量超重、手加料不足、手加料過多等等。結合報警畫麵中的信息,生產線的工作人員可以及時發現故障並排除故障,保證生產線的生產正常進行。
3.2 下位機部分程序設計
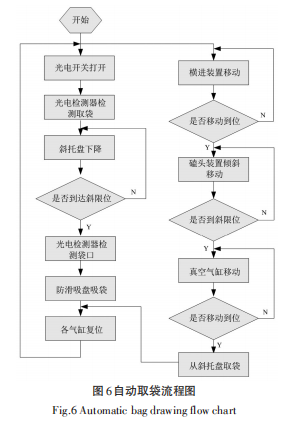
全自動包裝碼垛生產線中的邏輯控製程序 主要包括以下幾個模塊:自動供袋子程序、自動取袋子程序、自動裝袋子程序、拆邊縫口子程、倒袋輸送子程序、重量檢測剔除子程序以及碼垛分層子程序。在此處給出了自動取袋子程序控製流程圖。袋子由供袋輥子傳送到托板上,當傳感器檢測到袋子時,袋子便會被吸盤吸住。此時橫進裝置處於生產線取袋位置,當限位開關檢測到信號時,則停止下降,此時磕頭裝置就會傾斜,真空電磁閥啟動,袋子被吸盤吸住,吸袋後磕頭裝置豎起,斜托盤上升完成取袋操作,再進行上述重複動作。自動取袋流程圖如圖6所示。
4 結語
為了提高包裝碼垛生產線的自動化程度,提高企業生產效率,降低工人勞動強度,提出了一種基於PLC的全自動包裝碼垛生產線控製係統。上位機采用S7-300係列CPU315-2DP與數字輸入SM321、數字輸出SM322等模塊相組合的方式實現對包裝生產線全自動控製,上位機采用維綸MT8150iE觸摸屏對整個包裝生產線的運行 狀態進行監測與控製,在完成硬件選型的基礎上,對控製係統主程序以及人機交互界麵進行了軟件編程。該控製係統穩定性強、成本低以及可編程能力強,大大提高了包裝、運輸以及碼垛效率,顯著提高了企業自動化程度。
摘於中國知網,如有侵權請聯係刪除
- 上一篇:已經沒有了
- 下一篇:水果黃瓜自動包裝機的設計研究
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器