谘詢電話
ENGLISH0755-88840386硬盒包裝機煙支定位機構在新型包裝機中的應用分析動仿真
發布時間:2020-06-01 14:49:14 |來源:網絡轉載
上海某機械有限公司引進德國公司產品技術生產的硬盒包裝機,采用雙路直包技術,包裝速度為800 包/分,是目前國內煙草企業使用的主要包裝機型之一[1]。煙支定位機構位於煙庫係統的煙支轉塔和鋁箔紙係統的煙組成型輸送通道之間,作用是使“7-6-7”或“7-7-6”排列的煙組進入煙組成型軌道時定位整理煙支,使煙支在前進時比較整齊,利於後續包裝[2]。新型包裝機在包裝機的基礎上進行了功能的改進和優化,同時很多設計環境和參數包括設計基準、執行件相位等都發生了改變,因此需要通過運動仿真等手段對的煙支定位機構在新的設計參數和環境下的應用進行可行性分析,來證明該機構在新設計中是否適用。
- 煙支定位機構分析
- 工作原理
煙支定位機構由共軛凸輪、擺杆及一組連杆和執 行元件煙支定位器(俗稱木梳)組成,如圖1所示。當煙組被推手 推出煙支轉塔後,煙支定位器在煙組進入鋁箔煙組成型導軌前 將煙組理齊,使煙支在前進時比較整齊,利於後續包裝[3]。
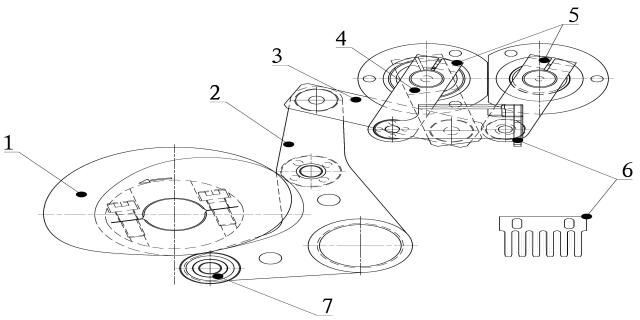
1.共軛凸輪 2.擺杆 3.連杆 4.連杆 5.連杆 6.煙支定位器 7.凸輪滾子
如圖1及圖2所示,煙支定位機構的動來自於共軛凸輪,共 軛凸輪逆時針旋轉,通過凸輪滾子驅動反四邊形機構擺動,同時連杆3(CD)驅動平行四邊形機構擺動,煙支定位 器安裝在連杆6(FG)上,隨著平行四邊形機構做水平方向和垂直方向運動,完成理齊煙組前部和避讓返回的動作。
-
- 存在的問題
硬盒包裝機組的第一輸送鏈裝置也就是帶動煙組 在煙組成型導軌前進的鏈傳動機構上的推手組件共有14組,每組推手之間的間距為228.6 mm[4],而新型的包裝機的輸送推手之間的間距為230.5 mm。
同時,由於兩個機器的設計要求不同,兩種包裝機的執行件相位也不相同,煙支定位機構的相位圖。從圖中可知,該機構的運動過程可分為三個部分:向導軌板方向接近煙組140 °;抬起回避煙組100 °;停歇120 °,其中 80.7 mm 表示的是在停歇段煙支定位器上平麵至導軌板上平麵的距離。 整個過程和煙組之間的間距及煙支長度還有各個動作的持續時間都有關係。所以需要通過設計計算和運動仿真的手段來判
- 運動仿真和相位計算
要在新包裝機中試驗的煙支定位機構遇到的問題 是煙支定位器的行程是否足夠,是否會和煙組或者導板等零件 發生幹涉,煙支定位機構的凸輪相位是否需要調整等。要知道 這些問題的答案就需要進行運動仿真[5]來解答。
-
- 運動仿真
- 設定初始條件
- 運動仿真
首先要證明的是煙支定位機構的行程跨度足夠,能在完成 前一組煙支的整理後及時到達下一組煙支的工位,而不與煙支發生幹涉。根據新產品的設計規格要求,煙支長度為84 mm,煙組推手的間距為 230.5 mm,而煙組推手的間距為
228.6 mm,在運動仿真前設定初始條件是十分重要的,在這個案例中,初始條件就是設定在新機組0位時,煙組、推手及煙支 定位機構的位置。
根據新機組的設計參數已知:
①設計基準:以商標紙折疊轉塔中心軸為基準原點;
②當機器為0 °時,在煙支定位機構前的那一組推手距離轉塔中心為1 949.285 mm。
③因設推手間距230.5 mm, 則因機器每轉一周暨一個周期(360 °) 走過一組推手,可算得機器每一度,推手走過0.64 mm
(230.5/360)。根據上述條件,在裝配模型中建立0位基準平麵,通過快照方式設定推手初始位置[6]。
-
-
- 確定精確位置
-
由於新包裝機的相位和的相位關係不相同,初始相 位位置的差別很大,所以不可能馬上確定煙支定位機構在新包 裝機中的相位位置,不過可以通過首先確定機構相位精確調整 的條件來倒推其相位位置。從FC800的操作手冊[7]中可以找到 這個條件:在整個運行過程中,叉形板和煙組之間的距離始終 要大於1 mm。也就是說,在叉形板和煙組之間的最近距離為≥ 1 mm左右。
根據這一條件,進入機構模塊後,設定煙支定位器和 煙組的距離X及煙支定位器高度(距導軌板)H等作為檢測項目。
設定凸輪的電動機轉速為30 °/s[8],運動分析的持續時間為 12 s,也就是一個周期360 °,然後開始運動仿真,導出檢測項目數據進行分析[9],不斷更正煙支定位機構中凸輪的起始旋轉角度,最終獲得了和上述精確調整條件非常接近的數據,通過仿 真得到的煙支定位器與煙組之間的距離變化圖。橫坐標是時間T,縱坐標是板和煙組的距離X,圖中的平台區域就是煙支定位器的工作區域,也就是叉形板和煙組之間的最近距離為1 mm~1.1 mm左右的區域。
3 結 語
通過對硬盒包裝機的煙支定位機構的分析以及運 動規律的仿真,得到以下結論:
①該機構設計行程跨度足夠,不會與煙組及其他零部件發生幹涉,適用於新包裝機的設計要求,無需對結構做重新設計。
②該機構的運動規律不變,但相位根據新包裝機的設計要 求需作相應調整,粗調檢測點為66 °。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:平板式自動泡罩包裝機的研製
- 下一篇:硬盒包裝機膠缸提升裝置的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器