谘詢電話
ENGLISH0755-88840386雙鋁包異型包裝機內襯紙切割裝置的設計
發布時間:2020-07-27 13:53:40 |來源:網絡轉載
YB48 型 超 高 速 硬 盒 包 裝 機 是 引 進 德 國FOCKE 公司 FOCKE700S 硬盒包裝技術的國產化設備,額定生產能力為 800 包/min[1-2]。而 YB418 型雙鋁包異型包裝機是在 YB48 的基礎上自主研發的一種異型包裝機組,其包裝工藝特點是在一個硬盒小包內含有兩個鋁箔煙包,每個鋁箔煙包內含有二五排列的10 支卷煙。該機組可用於直徑
6.36 mm 的煙支包裝,包裝速度為 200 包/min,其包裝方式不僅可滿足市場多樣化、個性化需求,也可對煙支起到保濕保鮮作用。目前雙鋁包包裝設備在國內應用較少,其中雲南昭通卷煙廠通過對ZB42 硬盒硬條包裝機組進行改造,可用於直徑7.8 mm 的常規煙支包裝,包裝速度為 100 包/min, 但由於機型較早,自動化程度較低;而大多數生產企業的雙鋁包包裝基本為手工操作,因此存在效率低、包裝質量難以保證等問題。近年來,針對ZB48 型包裝機組已進行了大量研究和改進,郭建娟等[3-4]對 YB48 型包裝機煙庫攪動塊的形狀、煙庫下煙通道增設排煙絲槽等進行改進,增強了煙支輸送的流暢性;蘇琦等[5]對 YB48 型包裝機的煙庫進行優化設計,降低了煙庫停機故障率;吳建軍等[6]通過研究 YB618 型包裝機美式條盒紙的拉帶逆時針包裝問題,滿足了設備包裝形式的多樣化需求;馬萬傑等[7]通過改進 YB618 型包裝機的硬條提升及美容裝置,將硬條的堆疊輸出改為“一條一推”輸出方式;孫斌等[8]通過改進 YB618 型包裝機條盒紙的長邊折疊器,縮短了設備調試周期;張誌盛等[9]通過改進 YB618 型包裝機條盒透明紙端麵美容器,改善了條盒包裝的外觀質量;吳建軍等[10] 通過改進 YB618 型包裝機第二推進器的潤滑環境,保證了設備良好運行。在 YB418 異型包裝機設計過程中,由於卷煙包裝規格及包裝工藝變化較大,內襯紙切割裝置已超出原設計範圍,因此內襯紙切割裝置是關鍵部件之一,但目前對於 YB48 型包裝機的工藝流程進行創新設計尚未見報道。為此,在原有 YB48 型超高速硬盒包裝機的基礎上,對內襯紙切割裝置進行重新布局和設計,以滿足卷煙包裝工藝的新要求。
- 問題分析
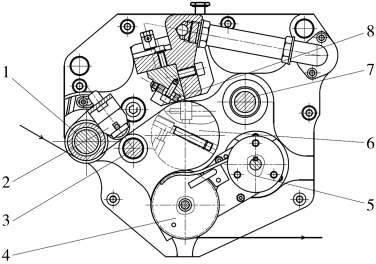
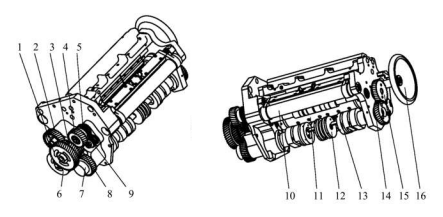
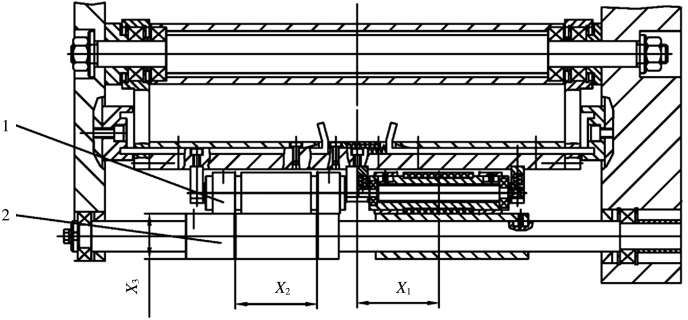
YB48 包裝機內襯紙切割裝置主要由引導輥、折痕輥、吸風輸送輥、負壓切割刀輥等部件組成, 見圖 1。在生產中,內襯紙通過左側引導輥 1 進入裝置,經過上折痕輥 2、下折痕輥 3 預壓折痕後,被負壓切割刀輥 6 上的吸風孔固定並旋轉,負壓切割刀輥上的真空切割刀和撕口切割刀配合固定切割刀 8,完成內襯紙 PULL 撕口的切割和切斷。單張完整被切割好的內襯紙經負壓切割刀輥在 6 點鍾位置與吸風輸送輥 4 完成交接,吸風輸送輥的內側輸送輥通過內吸風輸送輥傳動軸 5 經同步帶
-
- 引導輥 2.上折痕輥 3.下折痕輥 4.吸風輸送輥 5.內吸風輸送輥傳動軸 6.負壓切割刀輥 7.手輪軸 8.固定切割刀
圖1 內襯紙切割裝置示意圖
Fig.1 Schematic diagram of inner liner cutting device
完成動力輸入,並與吸風輸送輥的外側輸送輥形成同步運動,在 9 點鍾位置停止吸風使得內襯紙垂直向下,並與右側輸入的煙組結合完成內襯煙包的包裝。
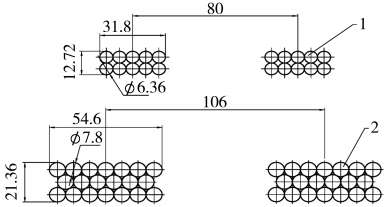
分析發現,YB48 與 YB418 包裝機內襯紙切割裝置主要存在以下差別:①YB48 包裝機的煙組為 20 支一組,按 776 或 767 排列,煙組之間的中心距為 106 mm。而 YB418 包裝機為 10 支一組二五排列,在後續過程中通過增加並包工位完成並包和整包煙支的包裝,煙組之間的中心距為 80 mm,見圖 2 和圖 3。 ② 對於單張內襯紙規格 ,需 要將YB48 包裝機的 220 mm × 80 mm(長 × 寬)改 為YB418 包裝機的 210 mm×52 mm。③由於 YB418 包裝機煙組包含兩個二五排列的鋁箔煙包,且煙支直徑為 6.36 mm,因此第一輸送通道的基準平麵需要比常規煙支(直徑 7.8 mm,排列方式為 767)降低 8.64 mm,煙組水平中心位置降低 4.32 mm。由此可見,需要對 YB418 包裝機的內襯紙切割裝置進行重新設計,以滿足新的工藝包裝要求。
圖2 雙鋁箔煙包
Fig.2 Double aluminum foil cigarette pack
-
- 1.YB418 包裝機 2.YB48 包裝機
圖3 YB48 和YB418 包裝機煙組排列和規格對比
Fig.3 Arrangement and specification of cigarettes in packs packed by YB48 and YB418 cigarette packers
- 係統設計
根據上述分析結果,主要對內襯紙切割箱體、切割傳動係統、切割執行零部件進行重新布局和設計。
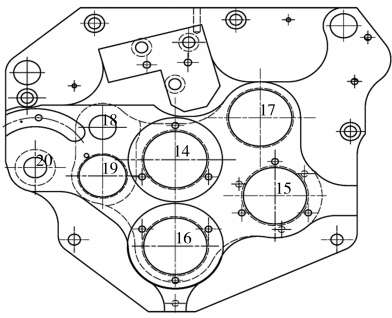
圖4 內襯紙切割箱體示意圖
Fig.4 Schematic diagram of inner liner cutting box
-
- 內襯紙切割箱體
由於 YB418 的煙組水平中心位置較 YB48 降低 4.32 mm,為確保煙組中心與內襯紙中心交接時相對應,箱體上的相關軸孔需要重新設計,其中吸風輸送輥所在的 16# 軸孔中心位置須降低 4.32 mm,見圖4。
圖 4 中,負壓切割刀輥的 14# 軸孔與 16# 軸孔的吸風輸送輥相配合,因此需要根據兩個輥子的直徑確定其位置尺寸。根據德國 FOCKE 公司給出的設計公式:
D =D(L+S)
——
1 2 π

式中:D1 、D2 分別為內襯紙切割輥和內襯紙輸送輥的直徑,mm;L—單張內襯紙的長度,mm;S—內襯紙碾展長度,一般取2~4 mm。
 α (D1+D2)/2+X
α (D1+D2)/2+X
式中:α—14#和 16#軸孔的中心距,mm;D1 、D2分別為內襯紙切割輥和內襯紙輸送輥的直徑, mm;X—間隙常數,一般取0.6~1.4 mm。
由於內襯紙長度為 210 mm,內襯紙經過壓紋輥碾展後輸出長度大於理論值,因此下遊的切割輥直徑要略大於壓紋輥,以確保內襯紙在壓紋後能夠被全部取走不會滯留。考慮到機器轉速,取S=4 mm,X=1 mm,根據公式(1)和(2)得到 D1=D2= 68 mm,α=69 mm,由此確定14#軸孔的位置尺寸。
15#軸孔通過同步帶為 16#軸內襯紙輸送輥內側吸風輥提供動力,見圖 5。為避免重新設計同步
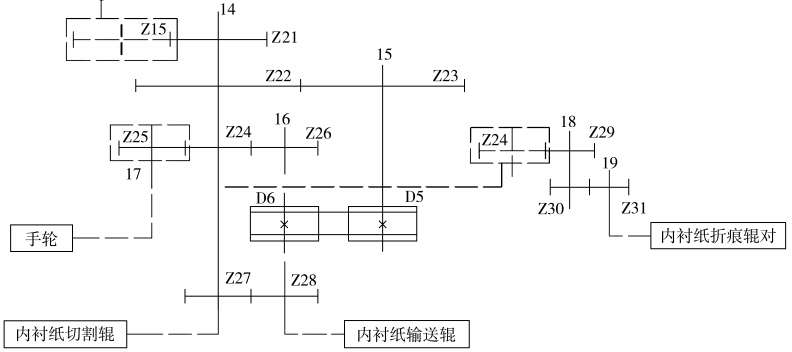
圖5 內襯紙切割裝置傳動原理圖
Fig.5 Illustrative diagram of transmission system for inner liner cutting device
帶輪和同步帶,降低設計成本,可以 16#軸的軸心為圓心,依據原 YB48 兩軸之間的相對位置,取 R= 85.088 mm,θ=29.578°,見圖6。
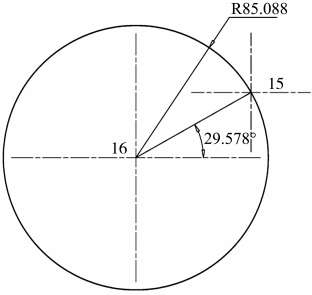
圖6 15#軸孔設計圖
Fig.6 Design of hole of shaft No.15
17#軸孔為手輪,為調試方便,手輪盤動一圈,
14#軸的內襯紙切割輥和16#軸的內襯紙輸送輥也盤動一圈,傳動比為1∶1∶1。根據圖5 可知,17#軸的齒輪齒數Z25 與相齧合的 14# 軸的齒輪齒數Z24 相等。因此,17#軸孔與14#軸孔的中心距約為69 mm。
18#、19#、20# 軸孔為圖 1 中的引導輥、上折痕輥和下折痕輥。由於內襯紙長度改變,下折痕輥直徑和齒輪齒數要重新設計才能保證折痕過程中三者的線速度匹配。為此,通過調整齒輪齒數及變位可以滿足設計要求的前提下,使 3 個孔的位置尺寸保持不變,以降低設計成本。
-
- 內襯紙切割傳動係統
- 切割輥傳動設計——內襯紙切割傳動係統中需要對Z21~Z31 共 11個齒輪進行設計,見圖7。由於中心距和規格尺寸發生改變,還需要對5 路傳動的齒輪傳動比、變位係數等參數進行設計,包括內襯紙折痕輥對10、內襯紙切割輥11、內襯紙輸送輥(內側)12、內襯紙輸送輥(外側)13 和手輪16。5 路齒輪的傳動路線見表1。其中,齒輪 Z21 是位於 14#軸上的動力源連接齒輪,因此需要首先完成內襯紙切割輥的傳動設
- 內襯紙切割傳動係統
1.齒輪Z21 2.齒輪Z25 3.齒輪Z22 4.齒輪Z29 5.齒輪Z30 6.齒輪Z23 7.齒輪Z26 8.齒輪Z24 9.齒輪Z31 10.內
襯紙折痕輥對 11.內襯紙切割輥 12.內襯紙輸送輥(內側) 13.內襯紙輸送輥(外側) 14.齒輪Z27 15.齒輪Z28 16.手輪
圖7 內襯紙切割傳動係統示意圖
Fig.7 Schematic diagram of transmission system for inner liner cutting

為確保角速度不變,齒輪 Z21 的齒數必須保持不變。由於 14#軸孔的中心位置已重新設計,其與齒輪 Z15 的中心距由 113.520 mm 改為 115.365 mm,因此齒數比 Z15/Z21=63/45。根據齒輪標準中心距、壓力角、齧合角計算公式:
根據公式(3)~公式(6)可求得 xn ∑ =0.939 3,且齒輪Z15 的變位係數為0.610 6,根據公式:
xn ∑=xn1+xn2 (7)
將數值代入公式(7),可得 xn2=0.939 3-0.610 6=
0.328 7。
-
-
- 折痕輥對傳動設計
-
由於內襯紙切割輥的直徑略大於壓紋輥,在
m(n z1 z2)
2cos β
(3)
相同角速度下內襯紙在壓紋端和切割端的線速度
會產生差異。 為了減少內襯紙切割端在進行
式中:α— 標準中心距,mm;mn — 法向模數,
mm;β—螺旋角,rad;z1 、z2 —齒數。
PULL 撕口切割時因張緊力過大而造成誤切斷,內襯 紙 折 痕 輥 對 在 輸 出 端 要 略 微 加 速 。 根 據
αt=tan-(1
tan α ) (4)
FOCKE 公司的設計要求,內襯紙切割輥轉動 1 圈, 折痕輥對在相同時間內多輸送 1 mm,以消除可能存在的張緊力,因此內襯紙折痕輥對的傳動齒輪齒數和下折痕輥直徑都需要重新設計,而上折痕
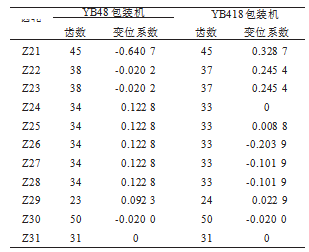
表2 YB48 和YB418 包裝機內襯紙切割裝置傳動係統對比
Tab.2 Comparison of transmission system for inner liner cutting between YB48 and YB418 cigarette packers
-
- 內襯紙切割執行零件
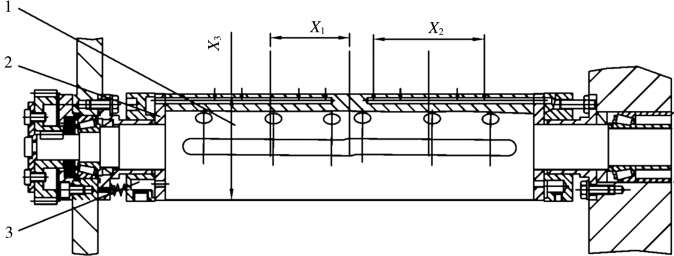
內襯紙切割執行零件包括折痕輥、切割輥、輸送輥 3 部分。圖 8 中,折痕輥用於完成內襯紙的微加速輸送和內襯紙兩端的預壓痕,分為上折痕輥和下折痕輥,左右兩個輥子與中心距離X1 由53 mm 改為 40 mm;上折痕輥為被動傳動,其上有兩個折痕輥筒用於完成內襯紙的折痕,輥筒折痕尺寸 X2= 煙組寬度尺寸+0.2=32 mm;下折痕輥為主動傳動,其外徑在2.2.2 節中已計算,X3=30.8 mm。
圖9 中,切割輥包括負壓切割輥、石墨片、氣路
控製盤等部分,用於完成內襯紙的 PULL 撕口切割和單張切斷。負壓切割輥上的左右兩個切刀槽與中心距離X1 由53 mm 改為40 mm;負壓切割輥上有吸風孔,用於吸附內襯紙,單張內襯紙寬度為52 mm,
-
-
- 上折痕輥 2.下折痕輥
-
圖8 折痕輥結構示意圖
Fig.8 Schematic diagram of structure of folding roller
1.負壓切割輥 2.石墨片 3.氣路控製盤
圖9 切割輥結構示意圖
Fig.9 Schematic diagram of structure of cutting roller
 最外側的兩個吸風孔與內襯紙外緣距離 3 mm,因此兩個外側吸風孔距離 X2=52-3×2=46 mm;負壓切割輥的外徑在2.1 節中已計算,X3=69 mm。
最外側的兩個吸風孔與內襯紙外緣距離 3 mm,因此兩個外側吸風孔距離 X2=52-3×2=46 mm;負壓切割輥的外徑在2.1 節中已計算,X3=69 mm。
圖 10 中,輸送輥包括氣路控製盤、石墨片、吸風輸送輥(外側)、吸風輸送輥(內側)等部分,用於接收來自切割輥的單張內襯紙,並將其輸送到下遊與第一輸送鏈上的煙組進行包裝。其中,輸送
輥內外側之間有煙組通過,與內襯紙結合完成包裝,左右煙組與中心距離 X1 由 53 mm 改為 40 mm; 煙組與吸風輸送輥端麵之間的距離X2 為1.5~3 mm; 吸風輸送輥(外側)和吸風輸送輥(內側)的吸風孔之間距離 X3 ,與圖 9 中兩個外側吸風孔的距離一致,均為 46 mm;吸風輸送輥(外側)和吸風輸送輥
(內側)的外徑在2.1 節中已計算,X4=69 mm。
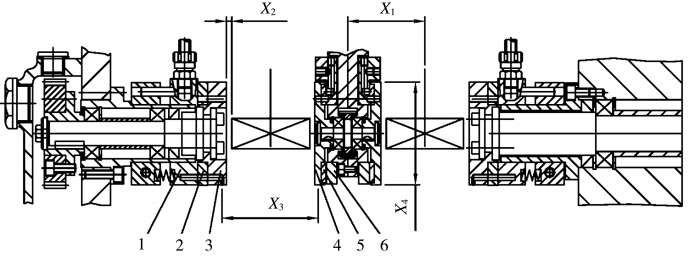
圖10 輸送輥結構示意圖
Fig.10 Schematic diagram of structure of conveying roller應用效果
-
- 試驗設計
1,6.氣路控製盤 2,5.石墨片 3.吸風輸送輥(外側) 4.吸風輸送輥(內側)
帶料測試時,故障停機 2 次,內襯紙外觀質量缺陷20 張,主要原因在於 PULL 撕口誤切斷導致故障停機,切割刀調整不到位導致切割邊出現毛刺。
材料:內襯紙(上海金葉包裝材料有限公司), 定量 25~35 g/m2 ,鋁箔厚度 0.006~0.008 mm,寬度 104 mm。紙盤內徑120 mm,外徑330~410 mm。
儀器和設備:工業型 3V 型遊標卡尺

-
- 數據分析
空運轉測試結果表明,新設計的內襯紙切割裝置運行平穩、無撞擊,潤滑良好、無漏油,軸承溫升<40 ℃ ,噪聲<69 dB,所有性能指標均符合 YB418 產品標準要求。
- 結論
- 在 YB48 型超高速硬盒包裝機的基礎上,根據 YB418 內襯紙切割輸送工藝流程,對內襯紙切割裝置的引導輥、折痕輥、負壓切割輥、吸風輸送輥等執行機構進行了布局和設計,重新確定內襯紙切割箱體上相關軸孔的位置和尺寸,利用齒輪變位技術對齒輪傳動係統進行設計,從而滿足了雙鋁包異型包裝機的工藝要求。
- 測試結果表明,YB418 包裝機內襯紙切割裝置運轉平穩,潤滑良好,軸承溫升<40 ℃,噪聲<69 dB,性能指標符合技術標準。通過對切割刀角度和間隙進行調整,設備故障停機次數由 2 次減少為 0,內襯紙外觀質量缺陷數量由 20 張減少為 0。該裝置的設計為 YB418 雙鋁包異型包裝機的研製提供了技術支持。
文章來源於網絡轉載,侵刪
- 上一篇:硬盒包裝機硬盒包裝紙壓痕參數的設計
- 下一篇:包裝機氣動卷材張力控製機構設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器