谘詢電話
ENGLISH0755-88840386YB517型盒外透明紙包裝機稅花皮帶的改進
發布時間:2020-08-04 10:29:56 |來源:網絡轉載
- 引言
YB517型盒外透明紙包裝機是ZB47國產高速包裝機組的重要組成部分,在生產過程中,其稅花皮帶磨損過快,更換頻繁,造成生產時間和備件費用的浪費,製約著設備的有效作業率。
- 存在問題
- 係統結構
由上遊機YB47硬盒包裝機通過輸送通道輸送過來的煙包,經YB517型硬盒煙包輸入裝置上的兩根同步帶7、8(如圖1所示)將硬盒煙包輸送到位後,經過提升器提升,由硬盒煙包轉向裝置6下麵的吸風板5將硬盒煙包吸住並轉向,轉向後的硬盒煙包被送到裝有推包板的第一級輸送帶2上,再通過第二級輸送帶(稅花皮帶)3、4和第三級輸送帶1,最後被內、外推包杆9、10將硬盒推到包裝成形輪的包裝槽內,完成小盒煙包的輸送過程。
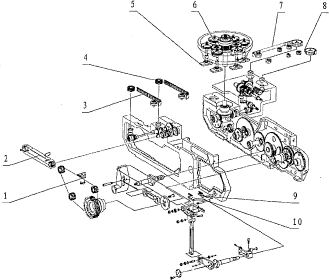
圖1硬盒煙包輸入部位示意圖
- 1.2問題分析
YB517型透明紙包裝機的稅花皮帶組件是為生產出口卷煙粘貼稅花設計的,目的是為了保證小盒煙包在機構中運行時速度穩定,以實現稅花的精確定位粘貼。稅花輸送帶由前後兩根成對使用,作用是將縱向輸送帶、轉向輪、第一橫向輸送帶輸送的煙包繼續向右側輸送並交接給包裝輪入口輸送帶。前後橫向輸送帶都是以齒形帶輪驅動齒形帶,通過齒形帶上的凸耳撥塊將煙包向前輸送。稅花輸送帶是通過齒形帶表麵的橡膠層夾持煙包的前後兩端,利用齒形帶與煙包表麵的摩擦力作用向前輸送煙包,如圖2所示。
由於硬盒煙包的棱角銳利,輸送帶的橡膠層耐磨性差,在實際生產中主要存在以下問題:(1)稅花皮帶表麵橡膠層磨損後,小盒煙包沒有足夠的傳遞力造成煙包堵塞;(2)摩擦傳遞會造成小盒煙包表麵磨痕或小盒煙包變形;(3)稅花皮帶無法自動補償,需要維修人員根據實際運行狀態反複調整前後兩根齒形帶的間距以彌補磨損量,當磨損量達到一定程度時,輸送帶表麵橡膠層耗光,摩擦力不足,導致磨痕、擠壓等質量缺陷,使廢品量增加,停機率上升。新的輸送帶正常使用15天左右就會出現明顯的磨損,夾持力下降的現象,使用到1個月時,橡膠層磨損斷裂,齒形帶即需要更換。
- 改進措施
原機的摩擦式輸送方式是為了滿足小盒煙包粘貼稅花設計的,而目前濟南卷煙廠YB517型盒外透明紙包裝機所生產的產品並沒有附加稅票的包裝要求,因此它在滿足普通產品高速連續生產方麵略顯不足,急需設計一套能夠滿足現有小盒煙包傳遞,同時又不影響原裝置使用的輸送裝置,改進後稅花皮帶輸送裝置采用撥塊式同步齒形帶,並對導軌進行改進。

圖2稅花輸送皮帶結構示意圖
-
- 輸送齒形帶的結構改進
由於改進思路是采用撥塊式同步齒形帶代替摩擦式輸送帶進行輸送煙包,需要具備的條件是小盒煙包第一橫向輸送帶與稅花皮帶輸送同步。因此,
首先對第一橫向輸送帶和稅花皮帶的傳動係統進行分析。圖3是小盒煙包第一橫向輸送帶的傳動簡圖。分析可知,同步齒形帶輪31帶動第一橫向輸送帶40進行煙包輸送,其動力來自齒輪18。同步齒形帶輪31與齒輪18同軸,齒形帶輪齒數為14,齒距為10mm,經測算,齒輪31轉動一周,輸送帶行程為140mm,這與輸送帶上撥塊的間距相等。即齒輪18轉動一周,第一橫向輸送機構的輸送距離為140mm,煙包被輸送帶上的撥塊推進140mm。
圖4是小盒煙包稅花皮帶傳動簡圖。同步齒形帶輪7帶動稅花輸送帶33進行煙包輸送,其動力同樣也是來自於齒輪18。齒輪18帶動齒輪23轉動,
與齒輪23同軸的斜齒輪40帶動斜齒輪41轉動,再通過斜齒輪41傳動到稅花輸送帶的齒形帶輪7上。經過測算,齒輪18的齒數為42,齒輪23的齒數為51,斜齒輪40的齒數為18,斜齒輪41的齒數為18,齒形帶輪的齒數是34,齒距5mm。齒輪18與齒輪41傳動比為i=14/17。因齒輪41與齒形帶輪7同軸,該傳動比即齒輪18與齒形帶輪的傳動比。齒形帶輪轉動一周,齒形帶轉過長度為34×5=170mm。因此,齒輪18轉動一周,齒形帶輪轉過的長度為14/17×170=140mm。
由此得出結論,當齒輪18轉動一周時,分別帶
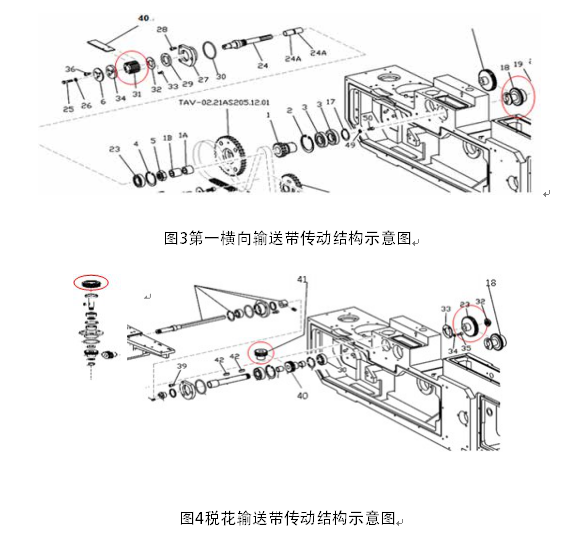
動第一和第二橫向輸送帶(稅花皮帶)移動了140mm,說明第一、第二橫向輸送帶(稅花皮帶)運行速度完全相同,因此具備了稅花皮帶采用撥塊輸送煙包的必要條件。
原第二橫向輸送帶(稅花皮帶)齒數為156,周長為780mm,而780mm的長度對於140mm的間隔不能等分,也就是稅花皮帶上的凸耳撥塊不能對應第一輸送帶的凸耳撥塊,因此隻能改變原輸送帶的長度,使新的輸送帶的長度是140mm的倍數。接近780mm的數值是
700mm和840mm,若選用840mm長度,主動輪和從動輪之間距離加大,設備上沒有安裝空間,不可取的。因此選擇了700mm的長度,輸送齒形帶采用原齒形帶的參數,齒數減少為140,齒形帶背麵設計均布5個凸耳撥塊,凸耳撥塊尺寸為4mm×7mm×10mm,如圖5所示。
-
- 從動輪支架的改進
由於改進後的輸送帶周長縮短了80mm,因此稅花皮帶的從動輪與主動輪的間距也要變小才能夠張緊稅花皮帶。同時將支架的安裝孔設計為長槽形,以便於調整間距和輸送帶的張緊度,如圖6所示。
-
- 不鏽鋼導軌的改進
由於輸送帶的縮短,煙包輸送通道兩側會出現40mm的缺口,造成煙包無法正常輸送,因此需要設計擋板來補充缺口。從實用性考慮,采用不鏽鋼板製作導板,在從動輪安裝座上鑽孔攻絲,以便安裝新的從動輪支架。同時由於改進後的稅花皮帶帶有凸耳撥塊,在輸送過程中,原導軌將會阻塞凸耳撥塊的運轉,因此,在稅花皮帶的導軌出口處開槽,槽寬16mm,深6mm,以便於稅花皮帶的凸耳撥塊能夠順利通過,如圖7所示。
-
- 改進後安裝效果
零部件加工完畢後在試驗機台進行了安裝試驗。通過鬆開主動輪的3顆緊固螺絲,調整輸送帶相位,將前後輸送帶的凸耳撥塊對齊並與第一橫向輸送帶的凸耳撥塊在同一平麵上,緊固螺絲。安裝調整完
成後進行空運行,沒有發現噪聲和碰撞的情況,然後進行帶料高速運行。經過連續12個月的持續驗證,該套裝置運行平穩,故障率低,齒形帶沒有明顯磨損跡象。運行表明結果改進後結構上沒有太大變化,功能完好有效,達到了預期效果,按照改進前的維
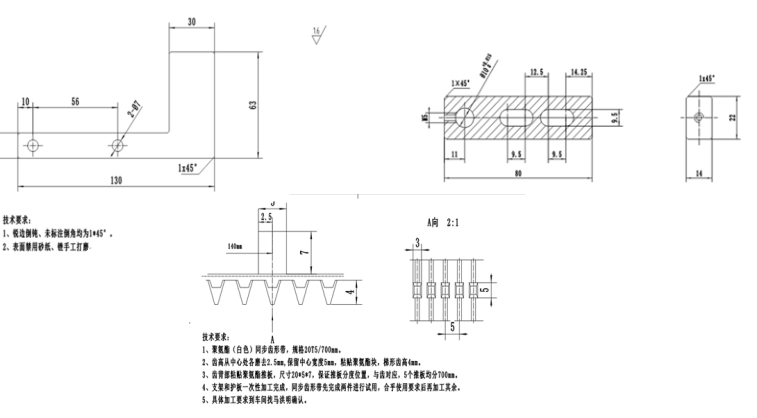
圖5改進後稅花皮帶設計圖
圖6改進後從動輪支架設計圖
圖7改進後擋板設計圖
護頻次及更換數量計算,每年可節約20餘萬元,起到了節約成本和提高機組運行效率的作用。改造後的安裝如圖8所示。
表11#整流櫃二極管溫度
|
電流值/KA |
0 |
2 |
6 |
10 |
14 |
18 |
22 |
30 |
|
紅外測溫槍溫度/℃DS18B20溫度/℃ |
19.50 19.30 |
21.20 21.05 |
23.20 23.10 |
24.90 25.10 |
28.76 28.70 |
30.95 30.90 |
33.70 33.50 |
35.90 36.10 |
表2陰極水冷電纜冷卻水溫度
|
電流值/KA |
0 |
2 |
6 |
10 |
14 |
18 |
22 |
30 |
|
雙金屬溫度表/℃DS18B20溫度/℃ |
7.50 7.70 |
10.50 10.60 |
12.75 12.80 |
16.40 16.20 |
20.00 19.80 |
27.50 27.10 |
38.00 38.60 |
40.00 40.50 |
- 實驗及結果
為驗證本係統的測量準確性和運行可靠性,在本公司的進口ALD8t電弧爐上進行了安裝。在整流電源直流輸出從0上升到30KA的時間內,分別選取二極管和陰極水冷電纜冷卻水兩個典型溫度點,和紅外測溫槍和原有雙金屬溫度表的數值進行比對,實驗結果見表1、2。實驗表明基於組態軟件的電弧爐電源溫度監控係統,溫度測量準確同時在強電磁幹擾環境下可正常運行。
4.結語
經過1年左右的運行表明,係統可實時采集和顯示電弧爐整流電源和饋電係統的多個溫度信號,溫度超溫或偏差時可及時報警,同時在電弧爐直流電源產生的強磁場下具備良好的工作穩定性和抗幹擾性,對保證生產正常進行和設備的安全有著積極作用。


圖8改進後的稅花皮帶輸送裝置示意圖
5結束語
YB517型盒外透明紙包裝機稅花皮帶改造後,能夠實現運行平穩,性能穩定,使用效果良好,有效解決了稅花皮帶磨損過快,更換頻繁的問題。現車間7台ZB47包裝機組全部進行安裝使用,取得了良好的社會和經濟效益。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器