谘詢電話
ENGLISH0755-88840386首台國產鋁帶卷包裝機列
發布時間:2020-08-19 10:35:10 |來源:網絡轉載
1國內外技術現狀與發展趨勢
建國幾十年來,經過我國幾代技術人員的不懈努力,我國鋁帶箔加工工藝技術及設備裝機水平有了長足的進步,特別是近幾年來,隨著生活水平的提高,醫藥箔、食品包裝箔需求量劇增,新的大型鋁板帶箔加工廠相繼上馬,老廠也在不斷進行技術改造,軋機及輔助生產設備的裝機水平有了顯著的提高,但與國外發達國家相比還有一定的差距。國外生產企業成品鋁帶卷包裝都采用自動化包裝,而我國基本上采用人工包裝,隻有個別鋁加工廠家引進了國外的包裝設備,這一技術我國是一項空白。據筆者掌握的情況,國內隻有西南鋁加工廠於1996年從德國某公司引進了1套10t鋁帶卷自動包裝機列,當時的價格為169.8萬美元,折合人民幣約1400萬元,而我公收稿日期:2009-02-20司新開發的該類型設備卻遠遠低於這個價格。另外經初步估算,釆用人工方法包裝一噸鋁帶卷需人民幣23元,采用機械自動化包裝設備包裝一噸鋁帶卷需人民幣18元,包裝每一噸鋁帶卷可節約5元,對一個年產20萬噸鋁板帶生產廠每年可節約100萬元,這是一個相當可觀的數字。該項目的開發成功不僅可保證包裝質量,滿足生產需要,節約外匯,降低建設成本,且可降低生產成本,提髙經濟效益,同時也符合我國進口設備國產化的有關要求。
2首台國產鋁帶卷包裝機列
洛陽某設備有限公司針對國內鋁帶卷包裝現狀,自主設計開發了我國第一台鋁帶卷包裝機列(圖1、圖2),並於2005年末與中鋁河南某有限公司洛陽冷軋廠簽訂了設計、製造、安裝調試一條龍的供貨合同。該機列於2007年順利試車成功,投入生產使用後取得了令人滿意的效果,於同年8月順利通過驗收。該機列的主要工藝過程、組成、性能及應用效果介紹如下。
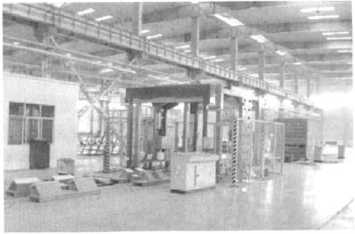

圖1首台國產鋁帶卷包裝機列


圖2鋁帶卷包裝機列工作狀態
2.1工藝過程
鋁帶卷包裝機列的工藝流程
由吊車上料一稱淨重一-塑料薄膜纏繞f紙板包圓柱麵、端麵和護邊包裝f加木托座一A稱毛重f捆扌就托座f輸送離線
- 包裝前稱成品卷淨重。將軋製或精整後的成品卷用天車吊放在機列的兩個固定儲料座上,同時將該批料的品種及尺寸規格輸入到控製微機中。然後步進送料裝置將成品卷逐卷送到稱重裝置(一)的V型座上,稱量成品帶卷包裝前的淨重,稱量後步進送料裝置將稱過重的成品帶卷送到塑料拉伸膜纏繞機正下方的托根上,同時將下一卷料放到稱重裝置(一)的V型座上;
- 密封包裝。帶卷放到塑料拉伸膜纏繞機正下方的托輻上後,裝在纏繞機上的卷徑測量裝置測量計算出帶卷外徑及帶卷中心高度。根據測量結果纏繞機回轉臂上的塑料拉伸膜釋放裝置自動調整到帶卷中心的高度。首先進行護邊處理,托輻在電機的驅動下帶動帶卷轉動,操作人員用裝在固定釋放裝置上的塑料拉伸膜將帶卷邊緣處的棱角部分先包住,帶卷停止轉動,再將塑料拉伸膜割斷粘牢。然後,操作人員將裝在纏繞機回轉臂上的兩個塑料拉伸膜帶卷的端頭分別從兩側穿過鋁卷內孔結在一起。操作人員回到安全區啟動纏繞機工作程序。纏繞機回轉臂繞著回轉臂中心的鋁卷旋轉,釋放裝置將回轉臂上的塑料拉伸膜按設定的張力拉伸後纏繞到鋁卷外層。與此同時,被纏繞的鋁卷在托輻的帶動下繞卷心勻速轉動,直至塑料拉伸膜將鋁帶卷完全包嚴後程序結束。操作人員將塑料拉伸膜割斷粘牢。鋁帶卷纏繞包裝完成後由步進送料裝置將其送到第二個托根裝置上;
- 緩衝及固定包裝。在第二個托根裝置上對塑料拉伸膜纏繞包裝好的鋁帶卷進行外層紙板包裝,首先,在轉動的托輻帶動下將紙板包在鋁帶卷的外圈,並用PET帶捆紮,再將兩個紙端蓋扣到鋁帶卷兩端麵,各用一條PET帶捆紮牢固,然後,步進送料裝置將其送到翻卷機的V型受料座上;
- 料卷翻轉。翻卷裝置V型受料座在擺動液壓馬達的驅動下可回轉90。,在液壓缸的驅動下可沿導軌在機列方向上移動。翻卷裝置的輾道臂上先放上合適的木底座,要求立卷包裝時液壓缸驅動V型受料座移動,使V型受料座上的鋁帶卷端麵緊靠住木底座。翻卷裝置翻轉90。後帶卷按要求立放到木底座中心。若要求臥卷包裝時,先在擺動液壓馬達的驅動下V型受料座上的鋁帶卷旋轉90。後液壓缸再驅動V型受料座移動,使鋁帶卷外圈緊靠住木底座。翻卷裝置翻轉90。後將帶卷按要求臥放到木底座上。帶有木底座的帶卷在輻道輸送下到達稱重裝置(二)上。操作人員將下一個帶卷的木底座放到翻卷裝置驅動親道上靠緊木底座托架,夾緊對中裝置把木底座對中夾緊,翻卷裝置返回待料位置;
- 毛重秤量。輻道將帶木底座的成品帶卷送到稱重裝置(二)上,稱量帶包裝的帶卷毛重,並將其相對應的淨重一起傳送給計算機,並打印到產品標簽上;
- 回轉捆紮。包裝好並放到木底座上的成品帶卷稱重後由輻道輸送到回轉捆紮台上,在此用捆紮鋼帶將帶卷和木底座捆紮為一體,並將微機打印出的產品標簽貼於外包裝的顯著位置。然後在輟道帶動下送到儲運輻道上,由天車或叉車將其運送至成品庫。2.2主要設備組成
2.2.1儲料座及步進送料裝置
該裝置由步進梁機構、固定帶卷支承料座、鞍座式電子稱重裝置、帶驅動的托輻等組成,其主要作用是將帶卷輸送到翻卷裝置工位,並進行帶卷淨重的測量和產品標簽打印。
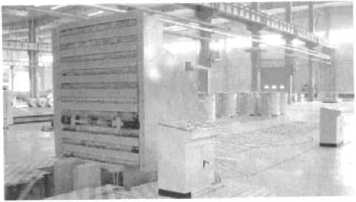
2.2.2塑料拉伸膜纏繞機
塑料拉伸膜纏繞機是該機列的核心部分(圖4),在可調數字參數程序控製下按要求的層數用塑料拉伸膜將被包裝卷材包裝嚴密。主要由鋼結構架體、卷徑測量裝置、水平釋放裝置、回轉纏繞裝置、水平導向相等組成,並且還配有緊急鎖和一個操作人員出入的安全柵欄和兩個卷簾門。
2.2.3捆紮裝置(一)
該裝置由進口手持式氣動PET帶聯合捆紮機、平衡吊具、立柱式擺動梁和滑動小車組成,人工穿帶後聯合捆紮機依次完成PET帶的拉緊、粘結和切斷。
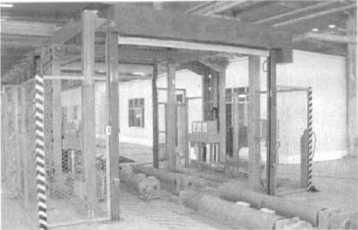
圖4塑料拉伸膜纏繞機
2.2.4翻卷裝置
該裝置是本機列的另一個重要部分(圖5),由鋼結構底座、移動機構、升降機構、對中機構、輾道和旋轉體組成,可根據包裝要求,將帶卷旋轉90。或直接靠住水平臥卷或垂直立卷包裝用的木底座,通過翻轉將帶卷按要求放置在木底座上,通過輻道將放置在木底座的帶卷運出翻卷裝置至下一個工位。
2.2.5輾道式稱重裝置
輻道式稱重裝置負責帶卷毛重的測量,並將帶卷數據連續打印出來,主要由驅動輻道和稱重模塊組成。
2.2.6捆紮裝置(二)
該裝置采用進口免扣鋼帶聯合捆紮機和裝在立柱式擺動梁滑動小車上的平衡吊具,用鋼捆紮帶將紙板包裝好的帶卷同木底座捆紮到一起,提高打包效率。
2.2.7捆紮回轉台
捆紮回轉台由鋼結構架體、驅動輻道、回轉支承和驅動電機等組成,可用來接收來自輾道式稱重裝置的帶有木底座帶卷,並可根據捆紮要求將帶卷在水平麵上回轉90。。
2.2.8儲運輾道
儲運輻道共有兩組,每組由十根根子組成,每組輻道輻子由一個電機通過減速機、鏈輪、鏈條驅動,主要用於暫存包裝完畢等待轉運的帶卷。
2-2.9液壓係統
液壓係統由Vickers柱塞泵、各種閥件和濾油器、壓力傳感器、溫度計等組成,用於向機列設備各液壓執行元件提供12-14MPa的壓力油,並通過閥台控製各液壓執行元件,準確完成執行動作。
2.2.10電氣控製係統
由速度和張力控製係統、卷徑測量係統、托輻速度跟隨係統、PLC、上位機和各種電氣元件組成。
2.3主要技術參數

圖5翻卷裝置
2.3.1包裝材料及規格參數
塑料薄膜:厚0.03-0.08mm;寬200-300mm
硬紙板:厚3~5mm;寬800~1920mm
PET捆紮帶:厚0.5-1.0mm;寬19(或25)mm捆紮鋼帶:厚0.5~0.9mm;寬32mm
木質底座:根據帶卷的規格及包裝形式製作,厚度200-300mm。
2.3.2包裝帶卷的尺寸規格
品種:鋁及鋁合金帶卷
帶卷寬度範圍:B=800~1920mm
帶卷最小、最大外徑尺寸:吼”=800 =2000mm
帶卷內徑範圍;中410、中510、中610mm
帶卷最大卷重:W.“W15000kg
帶卷溫度:<50龍
2.3.3機列主要參數
機列生產能力:7~10卷/h
液壓係統壓力:14MPa
液壓執行元件工作壓力:10~12MPa
電源及電壓範圍:380V±10%,3相
220V±10%,2相
機列總的裝機容量:AC140kW
壓縮空氣壓力:0.4~0.6MPa
壓縮空氣用量:1.5m3/min
2.4主要特點
- 包裝方式靈活。該機列可實現塑料拉伸膜纏繞加木底座捆紮、硬紙板包覆加木底座捆紮及塑料拉伸膜纏繞和硬紙板包覆加木底座捆紮三種包裝形式,且均可完成立卷或臥卷包裝;
- 自動化程度高。通過各種精確的測量和控製係統,保證帶卷的各種包裝要求和設備的穩定運行。上位機可進行數據處理和畫麵顯示,提高了操作人員的工作效率;
- 完善的安全防護措施。設計中采用多級多點連鎖報警保護及自動和緊急停車功能,係統出現故障
n——電機的額定轉速,1450r/min;
1) 電機的效率,98%;
代入數值計算得知所選電機的功率即使在極限情況下也可充分滿足使用要求。
4結束語
其實在軋製過程中出現上述最惡劣情況的概率很小,即使出現持續時間也非常短,一般約在10s以內,所以電氣專業在選整個輻道交流多傳動控製裝置時應考慮到這一點,裝置的容量不應是整組輻道電機最大容量的迭加,而應滿足單獨不同工況下電機功率的要求•,超過此值時,可設開關進行保護。
文章來源於網絡轉載,侵刪
- 上一篇:全自動瓷磚包裝機翻磚機理研究
- 下一篇:水泥包裝機出料嘴裝置軟連接的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器