谘詢電話
ENGLISH0755-88840386新型粉末包裝機往複式橫封機構設計
發布時間:2020-05-12 16:03:36 |來源:網絡轉載
粉末包裝機是一種采用自動化手段,使用包裝紙 將咖啡粉、豆粉和奶粉等粉末顆粒進行小袋包裝的包 裝機器由。機器代人浪潮已經席卷全球,而包裝機械 作為包裝行業的關鍵一環,正朝向高速化、精密化和自 動化方向發展回。橫封切機構通常位於包裝機械中 的縱封工序之後,起到了橫向密封並切斷包裝袋的作
用回。連續型橫封機構做定軸回轉運動,要求橫封機 構的線速度與縱封機構所牽引的薄膜的線速度同 步藉。傳統的往複式橫封機構有凸輪式和氣缸 式囲。凸輪式橫封機構受凸輪輪廓影響較大,而氣缸 式橫封機構速度改變時存在較大衝擊,且要求較好的 氣缸密封性7。課題組設計了一種新型往複式橫封機構,該機構由電機驅動,通過機械傳動裝置減速,最 終帶動橫封頭沿機架導軌做往複式運動。該機構相比 傳統的往複式橫封機構有許多優點:①執行裝置無氣 壓或者液壓元件,故無密封性和汙染問題。②通過調 節電機轉速來控製橫封周期,理論上可滿足任意袋長 的橫封包裝要求。③兩側執行機構由同一驅動電機驅 動,中間經由相同的傳動裝置傳動,故橫封時包裝袋兩 側受力相同,包裝效果更好。
粉末包裝機主要組成部分包括料盤裝置、料卷裝 置、走袋裝置、縱封機構、橫封機構和機架等
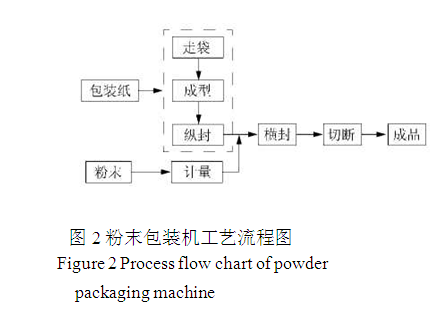
包裝機的橫封機構按照運動形式,分為連續型和 間歇型2種形式。連續型橫封機構做定軸回轉運 動。橫封機構在橫封時,要求其線速度與縱封機構所 牽引的薄膜的線速度同步。如果橫封的線速度大於薄 膜送進的線速度,薄膜就有可能被拉斷;如果橫封的線 速度小於薄膜送進的線速度,就可能影響封口的質 量回。在實際生產中,一台包裝機需要完成不止一種 袋形尺寸的包裝,其袋長的改變通常是通過改變縱封 機構的轉速來實現訶。粉末包裝機的工藝流程如圖 2所示。
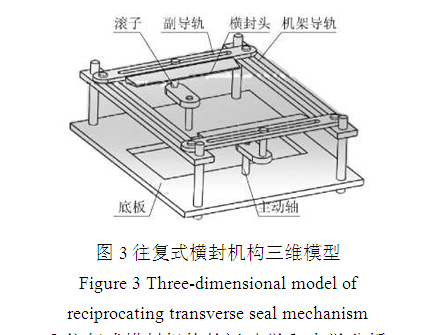
課題組設計的往複式橫封機構關於主導軌橫截 麵左右對稱,每一側均由電機驅動,通過傳動裝置與減 速裝置帶動主動軸轉動。在以主動軸為圓心平行於底 板的水平麵上,偏置一平行於主動軸的從動軸滾子,偏 心距決定了橫封頭沿導軌方向的極限位移。在機架導 軌的約束下,從動軸滾子在垂直於機架導軌的副導軌 中同時做滾動和滑動的複合運動,帶動橫封頭沿機架 導軌做水平往複運動,配合縱封頭上的加熱塊和橫封 切刀,實現對包裝袋的橫封及切斷。其結構如圖3 所示。
2往複式橫封機構的運動學和力學分析
以橫封頭距機架導軌最遠處為起始位置,記為t0 時刻。滾子去程和回程運動剛好相反,故分析在主軸 轉動前半周過程中從動軸滾子和橫封頭的運動情況。 由於橫封頭隻做沿機架導軌的水平平動,所以課題組 具體分析橫封頭沿機架導軌方向的線位移、線速度、線 加速度以及副導軌與從動軸滾子之間摩擦力和接觸力 的變化情況。
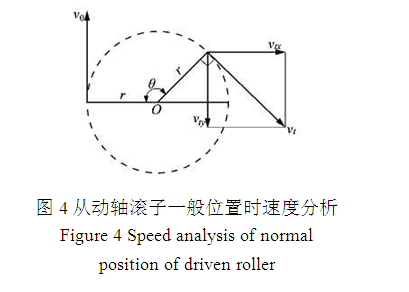
將主動軸、偏心件以及從動軸滾子簡化為圖4所 示的原理簡圖,從動軸滾子沿以主動軸所在軸線投影 。點為圓心,以偏心距為半徑做圓周運動。假設電機 始終做勻速轉動,所以主動軸經過傳動裝置和減速裝 置之後也做勻速運動。
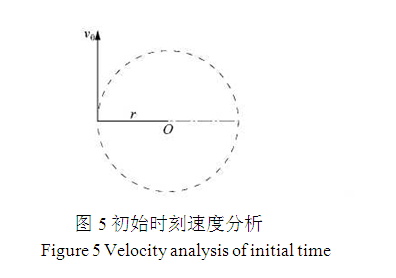
在初始位置處,即to =0時刻,橫封頭位於距主導 軌最遠端,此時從動軸滾子的瞬時速度沿副導軌方向, 垂直機架導軌的瞬時速度為0,副導軌內外兩側平麵 均不受滾子施加的外力,此時的滾子和副導軌之間為 靜摩擦力。橫封頭初始時刻速度方向如圖5所示。
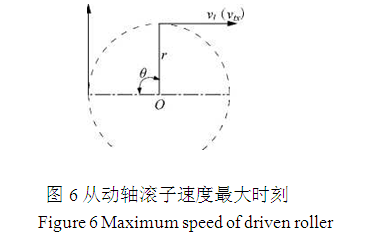
當主動軸轉過1/4周,即主動軸、滾子和副導軌重 合的位置時,滾子的瞬時速度沿機架導軌方向,副導軌 內側平麵受滾子正壓力,外側平麵則不受滾子壓力。 從動軸滾子速度最大時刻速度方向如圖6所示。
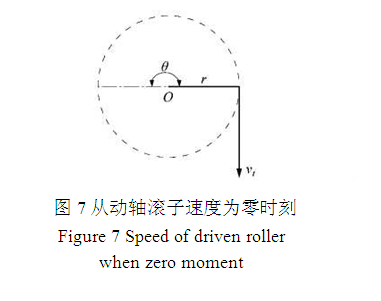
在主動軸轉過1/2周,橫封頭到達最近端時,滾子 的瞬時速度沿副導軌方向,垂直機架導軌的瞬時速度 為0,副導軌內外兩側平麵均不受滾子外力,此時的滾 子和副導軌之間為靜摩擦力。從動軸滾子速度為零時 刻速度方向如圖7所示。
3.1三維實體建模
在SolidWorks三維建模軟件中將建好的各零部件 模型按照裝配關係組裝成如圖8所示的三維模型。
4結論
課題組提出了一種新型粉末包裝機往複式橫封機 構,采用解析法與三維軟件相結合的方法從數學角度 建立模型對機構進行力學和運動學分析和研究,並通 過計算機輔助方法對橫封機構進行仿真模擬,得到橫 封頭運動的各項參數。新型粉末包裝機往複式橫封機 構的設計克服了傳統往複式橫封機構的弊端,可僅通 過調節電機轉速來達到任意袋長的橫封包裝目的。機 構呈完全對稱式設計,使得橫封口處包裝袋兩側受力 相同,且衝擊和噪聲小,包裝效果好。由仿真結果可以 得出:橫封頭運動加速度發生劇變和所受摩擦力、接觸 力產生劇變均發生在整個運動周期的1/4處和3/4處,
這兩處也是機械原理中的死點位置。雖然本機構在單 向驅動力矩作用下不會發生卡死或者運動不確定的情 況,但是在此處可能會引起局部磨損的問題,故還需要 進一步的分析和研究。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器