谘詢電話
ENGLISH0755-88840386研究進展包裝設備控製係統綜述
發布時間:2020-05-18 11:35:08 |來源:網絡轉載
隨著現代科學技術的發展,構成包裝設備控製係統的現場總線技術、傳感器技術、運動控製技術、人機界麵技術等也得到了飛速的發展,並由此推進了包裝設備自動化、智能化的進程。包裝控製係統也呈多元化發展趨勢,高精度、個性化、人性化以及智能化的控製是包裝設備未來發展的主流趨勢。
- 包裝設備控製係統現狀
作為包裝設備控製係統的核心,多軸運動控製網絡的發展經曆了市場的競爭、淘汰、更新與再競爭階段。運動控製網絡是構建在運動控製器、電機驅動器以及傳感器之間,能夠實時、同步地傳送運動控製命令和反饋運動狀態的網絡係統。從總體控製架構來看,包裝設備控製係統有集中式和分布式 2 種模式。
1. 1 集中式控製係統
目前大部分包裝設備都是采用集中式控製係統,通常由一個運算能力強大的中央控製器來協調計算各個驅動單元,進而完成複雜的動作。該模式下,數據包頻繁穿梭於主控製器與驅動節點之間,以此來交互控製命令及反饋信息,中央控製單元的接收並迅速處理數據,控製算法較為複雜。集中式控製係統模型見圖 1。
某公司的 ASD-A2 智能型伺服驅動器應用於枕式包裝機,是典型的集中式多軸運動控製係統之一,A2 型伺服控製器內置電子凸輪功能,同時具備色標遮沒和自動糾偏功能。控製係統采用將送膜軸作 為主軸,送料、橫切兩軸跟隨送膜軸協同運動的主 - 從運作模式,三軸的同步信號由送膜軸發出,橫切軸 和送料軸的反饋信號也都傳輸回送膜軸做補償處理, 以達到三軸的協調控製的目的。文獻表明可實現每 分鍾 1200 包的包裝速度[1]。
上海某自動化有限公司利用三菱 FX06-60MR PLC 的通訊功能和高級指令把上位機、傳感器、驅動包裝工程 PACKAGING ENGINEERING Vol. 34 No. 5 2013-03
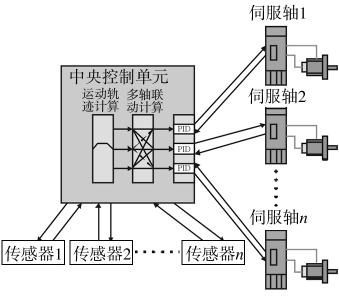
圖 1 集中式多軸運動控製係統模型
PLC 和運動控製功能的 TwinCAT 作為控製平台,多軸運動控製器通過分布式 EtherCAT 工業以太網進行時鍾同步,通訊精度可達納秒。某公司的 XFC ( eX- treme Fast Control Technology,極速控製技術) 顯著提升了包裝機械的效率和精度,分布式時鍾功能允許高精度色標控製。例如: 時間戳 EtherCAT 端子模塊可提供極為迅捷的接觸式探針輸入,輸入響應時間為 1 μs,而基於 TwinCAT 軟件的控製技術也為包裝生產線的工藝鏈提供了很大的靈活性[9 - 10]。
利樂包裝( Tetra Pak) 采用集成了貝加萊( B&R)軸連接成一個整體的硬盒香煙包裝機,該包裝機以PLC 為主控製單元,處理外部輸入的開關量信號,並輸出控製信號。同時,PLC 與上位機間進行通信,傳遞相關信息[2],也是集中式控製的經典案例之一。
集中式控製係統中如果控製的軸數目越多,則中央處理單元的控製算法就越複雜,從而對控製器性能要求就越高。目前應用於包裝設備的諸如 Profi- bus[3 - 4],Lonworks[5 - 6],CAN[7 - 8] 等現場總線的通信速率都不超過 20 MB / s。軸數量增多使得網絡中穿梭的數據包增多,這也加重了網絡的壓力,因此,采用集中式控製係統的包裝設備的驅動軸數目通常都不會很多。
- 2 分布式控製係統
包裝設備分布式控製係統的各軸均由具有通信和數據處理功能的智能驅動單元構成,各驅動單元獨立完成複雜的運動過程,單元之間可以相互通信,其控製係統模型見圖 2。隨著包裝設備控製要求的日趨複雜,自動化領域的許多知名廠商都將高速分布式控製網絡作為可靠的實現方案。
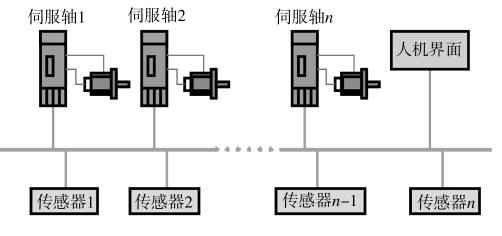
圖 2 分布式多軸運動控製係統模型
德國某自動化( Beckhoff) 將工業 PC、集成了本地和遠程控製器、驅動以及顯示技術的自動化方案,在複雜的控製要求及機器結構中,利用 Ethernet Powerlink 構建的網絡共耦合了超過 50 根軸,並與電子凸輪仿形和齒輪功能耦合,可提供遠小於 1 μs 的係統抖動。
某公司推出的自動化平台,采用集成了邏輯和高級運動控製功能的 NJ 係列控製器,使用工廠自動化網絡 Ethernet / IP 實現整個機器的本地或遠程控製,機器控製網絡 EtherCAT 用於實現對各驅動單元的實時控製,采用分布式時鍾實現高水平的同步精度,可以達到 100 μs 的刷新時間和不超過 1 μs 的時基誤差,這為包裝運動軸的準確定位提供了極大的幫助。
隨著包裝產品的不斷多元化以及客戶對包裝精 度要求的不斷提高,越來越多的運動軸會被加入到控 製係統中,運動控製算法也會越來越複雜,分布式運 動控製網絡很好地適應了這一趨勢。由於每根軸都 可獨立工作,用戶可以對控製單元進行靈活地配置, 從而實現柔性生產,因此,可以說分布式多軸運動控 製係統是適應日漸繁複控製要求的可靠實現方案。
對於同一台包裝設備而言,各根伺服軸之間存在著相對固定的運動模式,其運動曲線隨著包裝周期的推進而呈周期性變化,大部分軸的控製計算是可預知的,需實時處理的數據量並不算多。如果每根軸的運動控製算法都需分別經過一個運動控製器,則包裝機的設計與製造成本太高,用戶無法接受。較之集中式控製係統,盡管分布式控製係統節省了大量的布線成本、安裝成本,但是增加了控製器成本,這是分布式控製係統的一大劣勢,因此將滿足控製要求的高性價比運動控製器引入分布式控製係統是包裝設備的一個發展趨勢。

2.包裝設備控製係統的關鍵技術及展望
包裝設備朝著高自動化、高效率、低能耗的方向發展離不開對網絡、控製器、能耗、控製算法等方麵的進一步研究和應用。
2.1工業以太網應用於包裝設備
目前高速以太網技術使得傳輸速度可以達到 40 G /100 G,且增大了傳輸距離,提高了互聯能力。高速以太網技術將作為網絡的核心,可以廣泛應用於局域 網、城域網甚至廣域網中[11]。如何將這一優勢應用 於包裝設備的控製網絡中,實現" 一網到底" ,將是包裝控製係統的一個重要發展方向。然而,標準以太網 存在的實時性和同步性問題也是目前的最大障礙。這就需要對以太網通信模型進行修改,其關鍵技術 有: ①使用一種特殊的以太網幀類型和重新定義的實時協議,不改變通信硬件,如 Ethernet Powerlink 協議;
②使用 TCP / IP 協議棧,通過上層控製來確定通信中的不確定因素,如 Modubua / TCP,Ethernet / IP 協議等;
③修改以太網協議,對介質訪問控製 MAC 進行修改, 在實時通道內由實時 MAC 接管通信控製,避免報文衝突,簡化數據處理,如 EtherCAT,SERCOS - Ⅱ協議等[12]。
與此同時,提高以太網的通信速率,降低通信負荷,應用信息優先級和K8凯发登录入口控製等技術都能有效提高以太網的通信實時性,也為包裝設備的高效性、穩定性提供重要技術保證。
2.2 應用於包裝設備的新型運動控製器
目前比較前沿的運動控製器都內置電子凸輪,支持多種控製網絡的功能。隨著SOPC 技術,嵌入式 In- ternet 技術及 FPGA 技術的應用,運動控製器功能越來越強,其可靠性也大為提高。同時,滑模變結構控製、模糊控製和魯棒性控製等智能控製策略的應用也極大地提高了運動控製的智能化水平,應用於包裝設備的控製器將朝著具有高兼容性、可擴展性、可移植性等方向發展。
2.3 電子凸輪的控製優化
電子凸輪是包裝設備係統中重要的組成部分,主要用於對產品的裁切,其控製精度直接影響著產品的優劣。電子凸輪應滿足: ( 1) 生產柔性,即係統應快速地自動計算運動曲線,從而實現一個刀輥可以適應不同尺寸產品的裁切; ( 2) 換裝快速,即對訂單切換的係統響應時間要短,從而提高了生產效率; ( 3) 調節穩定,即係統的 PID 計算能夠快速地達到穩定狀態,既能保障精度,又能降低機械衝擊; ( 4) 曲線數多,即係統支持多條凸輪曲線共存並隨意切換,這樣使得包裝 設備的產品規格數目大大增加; ( 5) 啟動迅速、運行平穩、回零及時、跟隨能力強,從而使包裝設備的精度、效率大大提高。
2.4 包裝設備封口溫度的模糊控製
在塑料包裝設備中,封口溫度的高低會直接影響產品的質量,將模糊控製的方法引入到封口溫度控製中能夠達到控製精度高、控溫平穩的效果[13]。模糊控製規則有 2 種型式: 狀態評估模糊控製規則; 目標評估模糊控製規則。前者類似於人類的直覺思考,後者則能夠評估控製目標,並且預測未來控製信號。這 2 種規則在模糊控製方麵應用相當廣泛,采取的方案如下: 針對封口裝置的實際響應,通過模糊規則進行推理和決策,在線整定 PID 控製器的參數,以實現對封口裝置的優化控製[14]。由於溫度控製並不需要十分迅速,因此對於模糊控製器中的模糊算法響應速度要求並不高。
2.5 無線控製網絡和無線電力傳輸應用於包裝設備目前無線局域網和無線電力傳輸正穩步發展,一
旦得以應用,包裝設備的驅動軸單元在供電和控製網 絡方麵都可以擺脫電纜的束縛,運動控製完全可以朝 著無線控製方向發展。網絡方麵,目前大部分運動控 製係統都有地表、牆體布線、網絡線路維護等一係列 問題,更有一些高速旋轉的設備根本無法通過電纜來 傳輸數據信息,無線控製網絡的出現很好地解決了這 些難題。無線控製網絡融合了嵌入式微處理器技術 和網絡技術,實現對多點被控設備的信息交換,並具 備遠程控製,這樣不僅簡化了控製網絡、節約了成本, 還提高了控製係統的靈活性[15]。
電力方麵,無線電力采用電磁共振耦合原理,利用非輻射性磁場來實現電力傳輸[16]。這使得因誤操作而觸電或者因漏電、靜電等使整個運動控製係統處於報警狀態的可能性減小,而且節省了電纜成本和電力傳輸時電阻的損耗,使運動控製係統成本降低。新型超材料的研發應用也使得無線電力傳輸變得更加簡單安全,電力更加穩定、集中地通過開放空間而不會發散,這有效地提高了電力傳輸的效率。由此,無線運動控製網絡和無線電力傳輸是一種更適用於包裝設備、更安全、更強大和更具有成本效益的實現方案,值得進一步研究。
3.結語
目前國內包裝設備製造企業的控製技術和驅動技術的綜合應用水平還比較低,傳感和檢測技術、定位控製、在線檢測等還未得到充分應用。包裝設備的運動控製係統一般都采用專用網絡來實現,盡管在控製精度上有極大突破,但是大量存在的專用網絡使得各大廠商的產品幾乎不可兼容,成本也相對較高。用工業以太網替換傳統的總線能夠很好解決開放性、成本和通信帶寬的問題,選用新型運動控製設備,將無線控製網絡和無線電力傳輸技術引入包裝設備控製係統,提高了設備的靈活性,降低了成本,同時優化了電子凸輪和封口溫度的控製工藝,這些都是提高包裝設備控製精度的有效途徑以及未來的發展趨勢。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機械設計方法研究
- 下一篇:電子包裝秤稱量誤差的處理方法
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器