谘詢電話
ENGLISH0755-88840386基於可變紙箱自動包裝機的結構與係統設計
發布時間:2020-05-28 14:58:16 |來源:網絡轉載
近年來,電子商務的快速發展帶動了物流行業的發展,使得現代物流業越來越受到社會各界的廣泛重視。訂單碎片化使得物流快遞化[1]。但由於行業的發展和技術的限製,我國現有的紙箱包裝技術普遍為低效率、高成本的手工包裝;且國內並無可變紙箱包裝技術的應用。雖應用有單一產品的全自動化或半自動化包裝,但其設備成本高昂且靈活性低,一條規模龐大的包裝線隻能完成一種相對應的產品的包裝工作,無法滿足目前物流包裝市場需求⑵。為提高包裝效率及包裝的靈活性和智能性,節約包裝 成本,滿足物流包裝市場的需求,本文提出一種基於可變紙箱包裝的解決方案,最終達到柔性、個性化 包裝的效果。
1可變紙箱自動包裝機的基本結構與工作原理
1. 1可變紙箱自動包裝機的基本結構
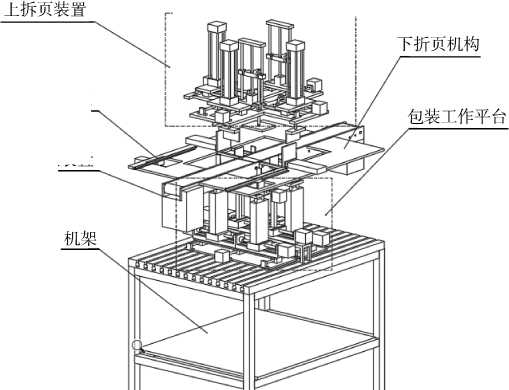
可變紙箱自動包裝機的基本結構由機械係統和控製係統兩部分組成,其中機械係統主要由機架、紙 箱包裝機構、傳送裝置、送料裝置組成,如圖1所示⑶。
可變紙箱自動包裝機的機架用來承載包裝機構及控製裝置,具有可拚接性,使包裝機能與其他包裝 線模塊拚接,成為完整的包裝線的一部分,底部配有轉輪,使本機構具有較強的移動性。紙箱包裝機構 是用來完成一係列的紙箱包裝工序,使紙箱各紙頁折疊成型,主要由上折頁機構、下折頁機構、包裝工 作平台組成。其中上下折頁機構又分為前邊、中邊、後邊折頁機構。每個折頁機構由電機滑台進行變位 調節,並在電機與氣缸的聯動下,使折頁片進行折頁動作。傳送裝置由傳送帶與限位裝置組成。運送紙 板進入包裝機構及輸送包裝成型的產品。送料裝置由一個推杆機構組成,負責將被包裝物品推入包裝工 作台中心。
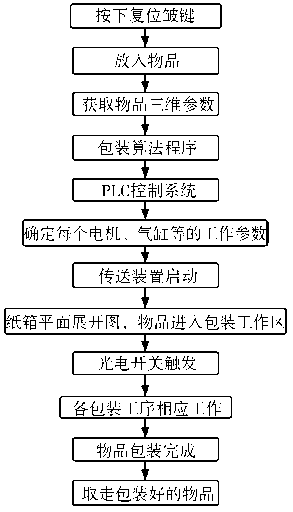
1.2可變紙箱自動包裝機的工作流程
可變紙箱自動包裝機的工作流程[4],如圖2所示。當按下啟動開關,包裝機開始運行,係統接收被 包裝物品的三維參數;光電傳感器1感應到物品到達送料區後,電機滑台使各紙箱折頁機構移動到相應 位置;同時,傳送裝置啟動,待包裝的瓦楞紙板限位傳送到包裝工作平台中心;此時光電傳感器2觸 發,傳送帶停止工作,被包裝物品被推進入包裝工作平台中心;各包裝機構開始按主程序進行相應的包裝工序(具體步驟詳見下文介紹),依次將紙板的各頁折起,最終使紙箱包裝成型,粘合平整;傳送帶 重新啟動,紙箱輸出,包裝完成。
2控製係統設計
2. 1 PLC的選擇
PLC與其他控製器相比,可靠性高、通用性好、抗幹擾能力強、編程簡單、體積小、配置靈活、維 護方便。考慮可變紙箱包裝機的工作環境及其所需的控製要求,本文選用三菱FX2N-48MT型PLC作為 整機的控製器進行係統設計§。係統主要實現的功能如下:
1)通信功能。在每次包裝開始前,接收計算機或者外部其他裝置發送的紙箱包裝參數並作出反 饋。接收並反饋開始信號,結束信號,傳感器的感應信號等[6]。
2)控製功能。根據接收的包裝參數及其他信號,按包裝程序控製電磁閥,電機驅動模塊等,從而 控製各包裝機構完成相應的包裝工序。
2.2係統的硬件組成
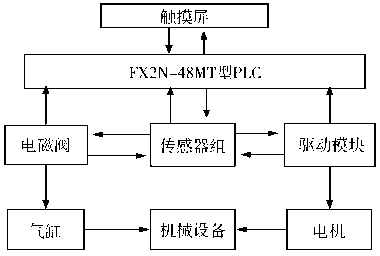
本文設計的可變紙箱自動包裝機主要由PLC控製係統、觸摸屏、傳感器、電磁閥、驅動模塊、電 機、氣缸和機械設備等組成,它們之間的關係如圖3所示。其中,PLC控製係統是由FX2N-48MT型 PLC及其擴展模塊組成的。觸摸屏用於對可變紙箱包裝機的運行狀態和故障的顯示與監控。該係統上位 機選用威綸TK6050ip係列觸摸屏。傳感器為光電傳感器,作為感應裝置,是係統的開關信號。PLC控 製係統通過直接控製電磁閥及電機驅動模塊來控製氣缸及電機的工作,從而實現機械設備完成包裝工 序。
2.3係統的控製流程圖
可變紙箱自動包裝機有兩種工作模式,一種是高效率的單一規格物品的包裝模式,另一種是多種規 格物品的隨機性包裝模式,根據具體的控製要求,可變紙箱自動包裝機係統的控製流程,如圖4所 示[7] O
2.4上位機軟件開發
本文利用VB和VC + +設計了 PLC上位機監控係統,並通過串行通訊口與PLC進行數據交換。其 功能主要包括係統狀態顯示,包裝參數設置以及報警功能等。上位機的人機界麵主要包括初始界麵、主 控界麵、手動界麵以及報警界麵,部分界麵如圖5所示。
2. 5主程序設計
2. 5. 1程序設計說明
1) 圖6為可變紙箱包裝機的結構圖,數字1-12表示各機構電機,字母a-f表示氣缸。以包裝工 作中心為坐標原點建立直角坐標係。設物品的最大長寬高尺寸分別為a、b、h (單位:mm)相對應的包 裝紙箱的長寬高分別為x = a + △、/ = b +A、z = h + △,其中△為包裝紙箱與物品的間隙量,根據包裝 物品的類型取相應的值,範圍為5〜20 mm。在圖7紙箱平麵展開圖中,①〜⑫紙板表示不同的紙頁部 分,其中心對應紙箱示意圖的坐標原點,工作時,與包裝機的包裝工作中心重合。
2) 下文的“複位”指包裝機構移動回到初始位置,即不工作狀態時機構所在位置。A、B、C (單 位:mm)分別為各坐標方向機構距包裝中心的距離。
3 ) g (單位:mm)表示紙箱包裝成型調整量,由紙箱規格確定,一般取值為5 ~ 2 °
3結語
本文設計了一種基於PLC控製係統的可變紙箱自動包裝機,介紹了該包裝機的基本結構及工作原 理,能實現在同一台包裝設備用瓦楞紙包裝不同規格或不同類型的產品,適用於隨機性的物流快遞自動 包裝及單一物品的高效率自動包裝,具有高靈活性、高效率、低成本等特點,為快遞的無人寄件服務提 供了一種新的可能。在應用前景方麵,本文設計的可變紙箱包裝機,能在一定程度上滿足用戶的個性化 需求。隨著包裝技術的不斷改進,能達到真正的柔性包裝,迎合工業4.0 “智能物流”的需求,實現產 品的在線生產,包裝與物流一體化。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器