谘詢電話
ENGLISH0755-88840386包裝機鋁箔紙氣缸剔除機構的改進
發布時間:2020-06-28 08:48:01 |來源:網絡轉載
0 引 言
在生產運行中,包裝機鋁箔紙剔除裝置存在電磁鐵易積灰、頂針易磨損、定位銷意外剪斷等故障隱患,設備維修保養難度大,運行故障率高。 目前,國內有 2 種改進方式, 一種在電磁鐵端開吹灰孔避免煙塵堆積[1] ,一種采用雙作用氣缸與頂針直接相連,並在氣缸與底座之間留下漏灰間隙[2] ,但由於頂針在動作時不僅有軸向往複運行,還有擺動,氣缸容易磨損後漏氣和缸體積塵。

針結構改動,頂針磨損頻繁、定位銷異常剪斷問題沒有得到 本質解決。 采用密封性良好的雙作用氣缸和具有緩衝功能的定位連杆,改變連接螺杆和連接座結構,通過改進後,降低剔除機構故障率和維修時間,提高產品質量和設備運行效率。
1 結構原理與故障分析
ZB45 型硬盒包裝機組的鋁箔紙剔除機構采用電磁鐵驅動,配合彈簧實現複位功能[3-4] 。 如圖 1 所示,當有空頭、缺支等需要剔除鋁箔紙時,固態繼電器得到剔除信號使電磁鐵通電,頂針向上動作帶動四杆機構從而使剔除鋼輥向前動作,與轉動的剔除輥一起將鋁箔紙剔除掉[5] 。剔除完畢後,電磁鐵斷電,頂針在彈簧作用下向下動作,剔除鋼輥離開,接紙鉤接住並定位鋁箔紙,和煙支一起進入二號輪。
1.1 存在問題
1) 鋁箔紙剔除不暢、鋁紙歪斜
圖 1 鋁箔紙剔除機構原理
電磁鐵與頂針尖端( 鐵芯) 有橡皮密封圈,阻止煙塵進入電磁鐵。 由於剔除機構運行頻繁且速度較快,頂針動作時不僅存在軸向運行還存在一定擺動,密封圈極易磨損失效,煙塵極易進入電磁鐵內部造成鐵芯的運行不穩定, 接紙鉤歸位不到位、剔除滾不能很好接觸,出現鋁箔紙剔 除不暢、鋁紙歪斜等故障。
- 電磁鐵易積灰,清潔時間長
電磁鐵積灰後需要經常清潔,清潔頻率為 2 次/ 月,由於安裝空間狹窄和角度問題[6] ,拆裝不便,單次清潔時間 20 min 以上。
- 頂針易磨損,需頻繁更換
頂針尖端( 鐵芯) 由於頻繁撞擊電磁鐵端,當剔除量大時,其磨損較快,需要經常進行距離調試及更換,以便鋁箔紙順利剔除[7] 。
- 定位銷意外剪斷,維修時間長
電磁鐵瞬間啟動速度大,頂針由 5×15 mm 的定位銷、彈簧實現定位緩衝功能,銷孔極易由原來的 5 mm 擴大到8 mm 以上,定位銷活動行程由 2 mm 擴大到 5 mm 以上後在連續剔除時易異常剪斷,單次維修恢複時間 2 h 左右。故障時間統計見表 1。
表 1 14 台包裝機鋁紙剔除機構故障時間統計

維修項目 故障次數 故障時間/ h
電磁鐵積灰清潔 3 62
調試、更換頂針 13 165
更換定位銷 2 168
更換剔除膠滾 1 31
加權平均故障次數 2 次/ ( 台/ kh)
加權平均故障時間 0.75h / ( 台/ kh)
1.2 改進方法
1) 氣缸代替電磁鐵
原電磁鐵由於密封圈極易失效導致積灰,而且瞬間啟動速度大,剛性運行容易造成零件變形和磨損,現采用密封性良好的雙作用氣缸代替。 根據頂針的行程為 10 cm,以及安裝空間尺寸,所選氣缸要求體積小,最終選用 AD- VU-32-10-A-P-A#156617 的雙作用緊湊型氣缸[8] ,如圖 2。 工作氣壓最佳範圍為 0.1 ~ 0.15 bar,具體視鋁紙厚度、硬度而變化。

由於原結構隻有自對中功能,無緩衝功能,現將活塞倉末端銑深 5 mm 左右,在加入緩衝彈簧,如圖 5。
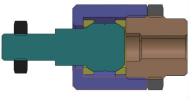
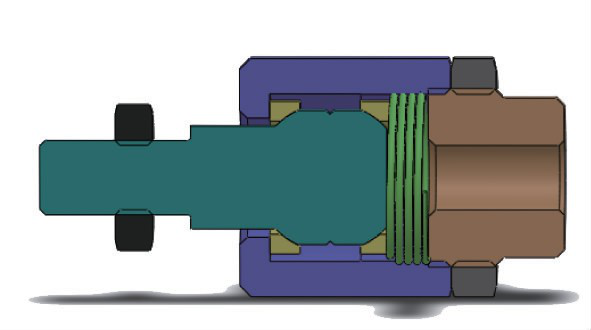
圖 5改進前後對比
4) 連接螺杆的設計
連接螺杆需滿足連接、可調的工作要求,螺杆一端與四杆機構的關節軸承相連,一端與自對中活塞杆連接件相連,兩端均進行長度調整,有緊固螺母鎖緊,如圖 6。
圖 2 氣缸實物圖
- 控製原理( 圖 3)


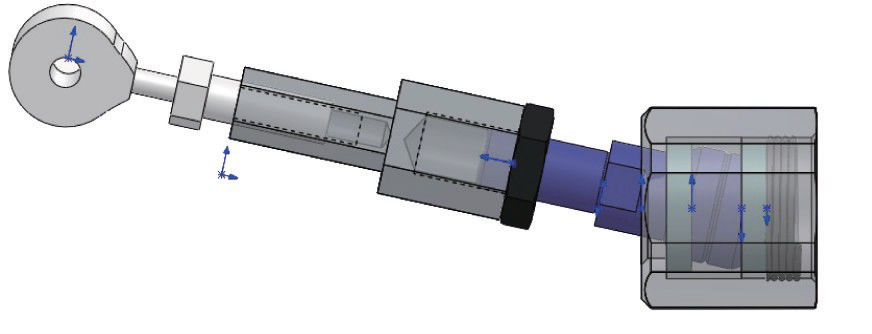

圖 6 改進後自對中緩衝對中結構示意圖


圖 3 氣缸控製原理圖
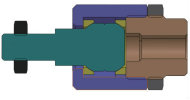
- 自對中活塞杆連接件改進
本結構由某公司的氣缸相配套的
2063 自對中活塞杆連[9] 接件改裝而成,原結構如圖 4。
上定位環固定在緩衝倉左端,下定位環受右端固定的緩衝彈簧約束,自對中活塞杆在上下定位環作用下可以做萬向擺動以及緩衝、定位,實現自動對中緩衝定位功能。該結構由於各個環節結構比較大且精度要求低不易磨損, 壽命高,對衝壓力適應性強,取代頂針結構,解決了頂針往複運行時的擺動問題。 此結構右端與氣缸活塞采用螺紋連接,並用並緊螺母緊固,如圖 7。
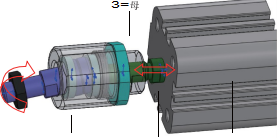
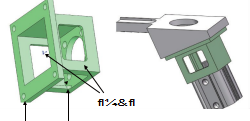
5) 連接座的設計
由於改為氣缸驅動後,氣缸與關節軸承之間的距離較之前增加了 53 mm,氣缸的安裝連接座一端與原電磁鐵安裝機座連接,一端與氣缸安裝孔連接。 連接座設計成下側和左右三麵鏤空結構,下側為漏灰孔,左右兩側為免折吹 灰孔,防止氣缸活塞杆處灰塵、煙末堆積,如圖 8。
2 改進效果
3 台包裝機作為試驗對象,3 台設備在 5 個月內隻出現 2 次故障,一次為氣管破裂,一次為節流閥氣壓表破損。采用更換質量更好的氣管,並且為節流閥加裝專門護罩解決。 此外,均無其他故障,改進的機構運行穩定,壽命長, 基本不維護。 故障時間統計見表 2。
表 2 3 台包裝機鋁紙剔除機構故障時間統計
圖 7 氣缸與自對中連杆用螺紋連接

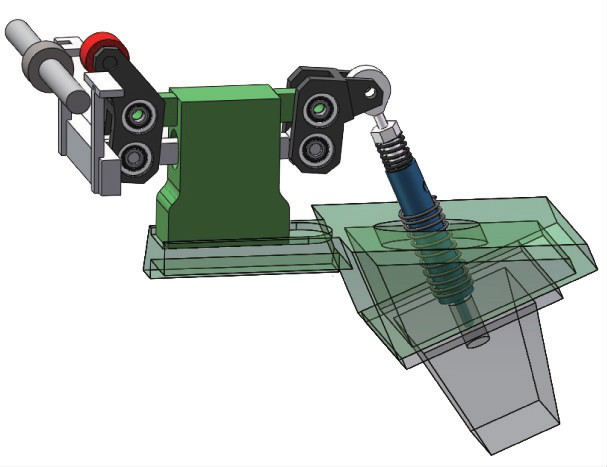
最終安裝效果如圖 9
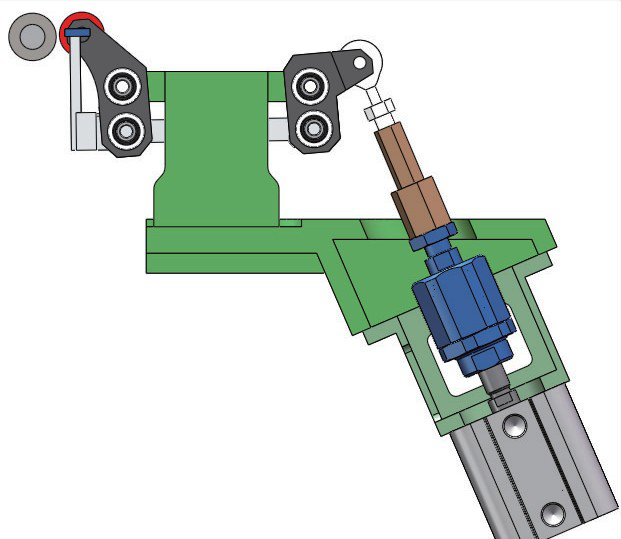

圖 9 最終安裝效果
3 結 語
通過包裝機鋁紙剔除裝置的改進,成功解決了鋁紙剔除過程中故障率高的問題,提高了設備運行效率。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器