谘詢電話
ENGLISH0755-88840386繼電器控製的雙稱定量自動包裝機的設計
發布時間:2020-06-28 09:04:26 |來源:網絡轉載
1引言
自動定量包裝機是利用稱重控製器通過傳感器采集數據並進行運算判斷來控製執行元件,實現對物料進行自動稱重並卸料包裝的,目前市場上大多單稱定量自動 包裝機是一個稱重控製器隻對一個計量鬥進行控製,即單喂料單卸料的工作方式,這種控製方法已經比較成熟, 並廣泛應用於自動包裝控製係統中。 單稱定量自動包裝機的控製係統.
2.1係統基本組成當前大部分定量自動包裝機是由稱重控製器、備料 鬥、計量鬥、卸料鬥、傳感器、封裝機、支架等組成.
2.2係統控製過程
見圖1所示其工作過程為,由進料電機給備料鬥喂料,物料再從備料鬥中進入計量鬥,這時計量鬥內物料的重量由傳感器 通過A/D轉換被稱重控製器所采集, 稱重控製器連續采集數據並根據采集的時間差計算出當前計量鬥進料的速度,再由預先設定的值和當前計量鬥內物料的重量比較並計算出需要繼續進料的時間。由於稱重控製器不停地采集數據並進行判斷計算出新的進料速度和需要進料的時間,再加上備料鬥喂料入計量鬥的喂料口大小是由稱重控製器控製的,所以可以 保證計量的精度,其中稱重控製器是這樣控製配料鬥喂料口大小的:剛開始喂料口是最大的(大投),當計量鬥內的物料的重量接近設定值的70%~80%(具體由稱重控製器的軟件部分設定)時,喂料口收縮一部分(中投),接近 80%~95% (具體由稱重控製器的軟件部分設定)時,喂料口收縮為最小投料口(小投),最後當計量鬥內的物重加上空中落料的重量達到設定值時即關閉備料鬥的喂料 口,稱重結束,計量鬥卸料入包裝袋即可封口。
由於計量鬥在卸料入包裝袋的同時不能夠進料,所以備料鬥每次喂料到計量鬥預先設定的值後需要等待計量鬥卸料完畢方能再喂料,因此工作周期較長,效率不 高,而當備料鬥喂料到計量鬥這段時間內工人也隻有等待喂料完畢才能卸料入袋,所以人力也不能夠很充分地利用,針對以上問題,筆者設計了由繼電器實現的雙稱定量自動包裝機,繼電器控製的雙稱定量自動包裝機.
3.1雙稱控製方法的分析
雙稱控製的方法有很多,考慮到包裝袋袋口的大小是固定的,通過降低卸料時間來縮短工作周期很難實現, 故一般采用降低喂料時間來改變工作周期,改變喂料時間一般有兩種方法:一是提高供料機構的進料速度;二是增加計量鬥數目,前者在所選進料電機固定的情況下,隻能增加進料電機的數目。但增加電機會存在以下問題:① 成本問題;②安裝空間問題;③噪音問題。考慮到以上問題,故不宜多選,增加計量鬥數目又可以有多種方式進行控製工作。較常用的是PLC編程控製和單片機編程控製。 但考慮到PLC編程器價格稍高,單片機編程控製穩定性不理想等因素,本設計主要采用繼電器控製兩儀表的工作,使兩個儀表既能夠同時獨立工作又能夠互相通信, 實現交替工作和優先工作,有效地解決了工作周期長.
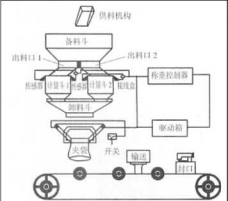
1)雙稱定量自動包裝機的結構簡圖
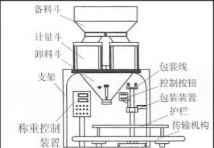
圖2雙稱定量自動包裝機的結構簡圖
3.2繼電器實現的雙稱定量自動包裝機的設計
如圖2所示,繼電器控製的雙稱定量自動包裝機的組成與單稱自動包裝機基本相同,不同的是計量鬥的個數變為2個,稱 重控製裝置內部有2個稱重控製器,備料鬥的內部結構和稱重控製器的控製電路也都有所改變。
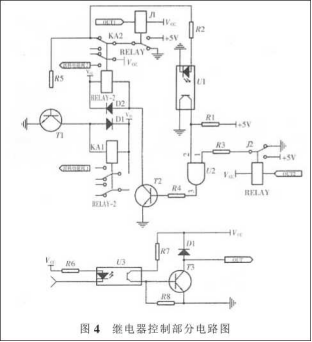
如圖3所示,物料由供料機構送至備料鬥,再由備料鬥向2個計量鬥喂料, 物料在兩個計量鬥中誰先完成定量稱量,就先卸料至包裝袋中,另一個計量鬥一直等待到先定量完的那個計量鬥卸料結束再卸料。如果同時定量完畢就由計量鬥1先卸料。在一個計量鬥卸料時,如果另一個計量鬥還沒有完成定量,備料鬥繼續喂料入該計量鬥,直到完成定量,相應的出料口才封口。整個稱重、卸料、相互協調過程及夾袋、鬆袋均由稱重 控製裝置進行控製繼電器控製部分電路如圖4所示。
3.3繼電器實現雙稱定量控製的工作原理
稱重控製器開關量輸出采用關電隔離方式,儀表開關量輸入為低電平有效:輸出為集電極開路晶體管輸出, 可直接驅動直流繼電器或小型直流負載。為了能使兩個稱重控製器相互通信並交替工作,本設計對定值信號進行控製,分四種情況進行討論:①當第一個稱重控製器的定值信號先到時,J1線圈通電,J1常開觸點閉合,這時三極管T1相當於一個開關的接通。線圈KA1便通電,KA1常開觸點閉合,卸料電磁閥1通電並開始卸料。在卸料電磁閥1卸料過程中,若第二個稱重控製器的定值信號到時,J2線圈通電,但此時J1通電的高電平信號經過光耦 U1後變為低電平,再與J2通電的高電平信號經過邏輯與門後仍為低電平,這時三極管T2仍相當於工作在開關 的斷開狀態。所以KA2線圈無法通電,卸料電磁閥2也就無法卸料。實現了電磁閥1卸料而電磁閥2不能同時卸料的功能。②當第二個稱重控製器的定值信號先到時, J2線圈通電,J2常開觸點閉合,與門U2的輸入端1這時為高電平。由於J1線圈未通電,所以與門U2的輸入端2也為高電平,輸出端3為高電平。這時三極管T2相當於一個開關的接通。繼電器KA2線圈通電,KA2常開觸點閉合,卸料電磁閥2接通並開始卸料。KA2常閉觸點斷開,切斷了卸料電磁閥1接通的電路。實現了電磁閥2卸料而電磁閥1不能同時卸料的功能。從①和②分析來看, 卸料電磁閥1和卸料電磁閥2的接通是可以實現互鎖 的。這樣也就實現了雙喂料單卸料的功能,即雙稱控製。 ③當兩個稱重控製器的定值信號同時到時,三極管T1工作在開關的接通狀態。繼電器KA1線圈通電,常開觸點閉合,卸料電磁閥1通電並開始卸料。由於與門U2的輸 入端2在繼電器J1線圈通電後為低電平,所以經過與門後仍為低電平,三極管T2工作在開關的斷開狀態。卸料電磁閥2沒有接通,無法進行卸料。從而實現了兩個稱重控製器定值信號同時到時,稱重控製器1優先卸料的功能。④當兩個稱重控製器的定值信號都沒到時,兩個電磁閥都不卸料。當一次卸料完畢以後,卸料電磁閥會把卸料完畢信號反饋給稱重控製器,為下一次的夾袋和卸料作好準備。
4技術參數
稱重範圍(kg):1~5; 5~25; 15~80 分度值(*):1; 5; 10
計量精度(%):0.2
稱重速度(袋/h時):450~900
壓縮空氣(MPa):0.3~0.5
5結語
該電路是結合稱重控製器進行設計的。在不改變控製器軟件的情況下,對單稱定量自動包裝機的結構進行。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機鋁箔紙氣缸剔除機構的改進
- 下一篇:利用真空包裝機保管痕跡物證
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器