谘詢電話
ENGLISH0755-88840386彩珠筒包裝機控製係統設計
發布時間:2020-06-29 10:35:56 |來源:網絡轉載
0引言
中國作為世界煙花爆竹的生產大國,其煙花生產企業大部分散落在鄉鎮,存在生產設備落後、勞動人員密集、勞動生產率低、安全隱患嚴重等問題。彩珠筒為一種手持燃放煙花產品,品種規格多種多樣, 其生產工藝過程主要有卷筒、裝藥、外裝潢紙的裹包及打捆等。目前,彩珠筒的生產機械自動化水平較低。彩珠筒的包裝主要是人工方式,其工作效率較低,勞動強度較大,且工作人員在惡劣的環境下作業,存在較大的安全隱患。因此,如何實現彩珠筒生產機械化和自動化成為研究熱點。
氣動技術即氣壓傳動與控製技術,是當前機械設備中發展速度最快的技術之一。它具有結構簡單、成本低、維護簡便等優點,被廣泛應用於汽車、 機床、包裝機械、食品機械、印刷機械中⑵。
針對目前市場上彩珠筒的包裝工藝不能實現全自動流水線生產,且其生產過程中安全性低等問題,本文設計了一種全自動的彩珠筒包裝機控製係統,米用氣動係統與PLC ( programmable logic controller )相結合的控製技術對包裝機的工作過程進行控製⑴。該控製係統通過彩珠筒的全自動送料、壓 緊、供紙、輸紙、包裝、卸料等一體化動作,準確定位彩珠筒,實現了彩珠筒包裝的自動化,並保證了包裝過程的安全性,大大減少了人工服務,提高了生產效率,降低了生產成本。
1控製係統設計
I. 1包裝機工藝流程
該包裝機是從傳統工藝轉為機械化、自動化的生產,其工藝流程⑴為:送料一壓緊-供紙-輸紙T 包裝T卸料,如圖1所示。輸紙包括輸送包裝紙和刷 膠,由輸紙電機帶動傳送帶與刷膠輻來完成。為實 現上述工藝流程,本文設計了包裝機控製係統,控 製包裝機完成送料、壓緊、供紙、輸紙、包裝、卸 料工作。控製係統配置了4個裝有磁感式傳感器的有 杆氣缸,並且每個氣缸的出氣口、入氣口均裝有單 向節流閥,用來調節氣體K8凯发登录入口控製速度。

圖2中,卸料、送料、壓緊分別由有杆氣缸A, B, C,以及2個單向節流閥和一個二位五通電磁閥進行 控製;供紙由有杆氣缸D和2個單向節流閥,以及 一個二位五通電磁閥與一個二位二通電磁閥進行控 製:氣動係統各部分的工作流程如下。
1 )送料即將工件送至包裝部位。送料氣缸B活 塞上的永久磁環檢測氣缸活塞位置,控製電磁閥通
圖1包裝機工藝流程圖
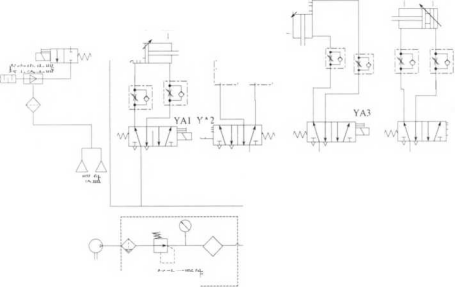
圖2氣動係統原理圖
1.2氣動係統工作原理
自動包裝機氣動係統由4個部分組成,即送料、 壓緊、供紙、卸料。氣動係統原理圖如圖2所示。
電,從而來改變氣缸的運動方向。二位五通電磁閥 換向改變送料氣缸B的移動方向。節流閥控製送料 氣缸B的移動速度。二位五通電磁閥YA2接電,送 料氣缸B向右移動,節流閥控製氣缸速度,使其運 動至磁感應式傳感器2B2位置,傳感器2B2發出信號- 電磁閥YA2失電,送料氣缸向左運動,運動至磁感 應式傳感器2B1位置,傳感器
- 2B1發出供紙信號。供紙即將包裝紙供送到輸送部位。二位二通 電磁閥YA5接電,真空吸盤運作吸紙,二位五通電 磁閥YA4接電,供紙氣缸D向左運動,節流閥控製 氣缸的移動速度,當供紙氣缸D運動至磁感應式傳 感器4B1位置,傳感器4B1發出信號。二位二通電磁 閥YA5和二位五通電磁閥YA4失電,吸盤停止運作, 供紙氣缸D向右運動,運動至磁感應式傳感器4B2位 置,傳感器4B2發出壓緊信號。
- 壓緊即將包裝紙盒工件壓緊。二位五通電磁 閥YA3得電,壓緊氣缸C向下運動,運動至磁感應 式傳感器3B2位置,傳感器3B2發出信號。控製包裝 電機開始運動並對工件進行包裝,同時,控製器控 製一定時間,以保證包裝完成後,二位五通電磁閥 YA3失電,壓緊氣缸C向上運動,運動至磁感應式 傳感器3B1位置,發岀卸料信號。
- 卸料即將包裝好的工件脫離包裝部位。二位 五通電磁閥YA1得電,卸料氣缸A向左運動,運動 至磁感應式傳感器1B1位置,傳感器1B1發出信號。 二位五通電磁閥YA1失電,卸料氣缸A迅速回到磁 感應式傳感器1B2位置,發出送料信號。
- 更換工件,進入下一個循環。
- 當按下停止按鈕時,係統需等到每個工序都 完成後,才能複位,並停止工作。當按下急停按鈕 時,係統會立刻停止工作。
2包裝機PLC控製係統設計
2.1硬件配置和I/O表分配
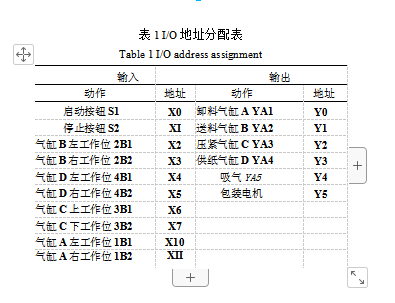
根據包裝機的實際輸入/輸岀,考慮包裝機的性 能要求和實際需要,結合三菱FX2N係列PLC的特 點四,本文選用FX2N係列FX3U-32MR的PLC,其可 以為工廠自動化生產提供很大的靈活性和較強控製 能力。按照工藝流程和氣動係統控製要求,對PLC的 I/O地址進行分配,如表1所示。
由表1可以看出,本文將啟動、停止、氣動回路 的各磁性開關作為輸入信號,將氣動係統的各電磁 閥、包裝電機作為輸出信號。PLC控製係統按照包裝 機的工序流程進行相關動作。
2.2控製係統順序功能圖
順序功能圖又叫做狀態轉移圖,它是描述控製 係統的控製過程、功能和特性的一種圖形,其思想 是將控製設備的一個周期劃分為若幹個工作步,並 且明確表示每一步要執行的輸出以及步與步之間的 轉換。根據自動包裝機的工作動作要求⑴,該自動包 裝機的順序功能圖如圖3所示。
2.3係統控製流程圖
PLC具有豐富的編程指令、良好的軟件設計環 可釆用梯形圖(ladder diagram, LD )、順序功能
,
圖(sequeential function chart, SFC )和指令表 (intermediate language, IL)等基本的編程語言'時。本 文釆用順序功能圖編程,編程軟件為FXGP。先利用 計算機進行編程和調試,調試成功後,通過接口電 纜將控製程序下載到PLC中。
根據控製係統的順序功能圖,設計了包裝機的 控製流程圖,如圖4所示。由圖4可以看出,該工作 過程和包裝工序表達清楚,轉移條件明確。
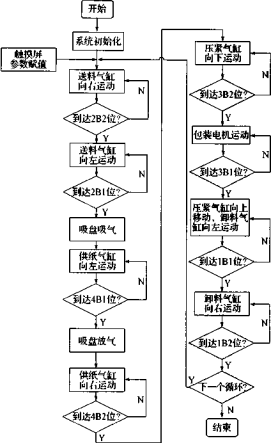
圖4 PLC程序控製流程圖
3結語
本文根據彩珠筒煙花外包裝機各個工藝先後動 作的順序,設計與研製了 “PLC-傳感器-氣動元件” 組成的典型氣-電一體化控製係統向,即彩珠筒包裝 機控製係統。自動裝配機的控製器的 PLC該係統從根本上解決了人與煙花包裝的分離, 並且為實現煙花爆竹產品流水作業生產提供了依據 和保障,把勞動力從密集型產業中釋放出來,提高 了安全性,為今後煙花爆竹生產過程中其他工藝流 程的機械化提供了一定的基礎。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器