谘詢電話
ENGLISH0755-88840386高爐厚板爐殼立縫和橫縫自動焊接工藝
發布時間:2020-07-01 09:10:02 |來源:網絡轉載
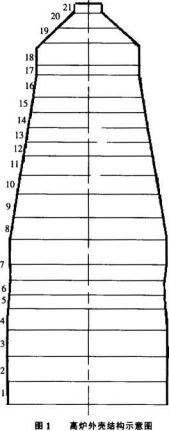
為淘汰落後工藝,達到結構優化、產業升級, 提高產品的總體競爭力,本公司新建了煉鐵高爐。 高爐容量為4 150 m3,鋼結構製作工程量約為1 300 t,最大直徑為17 130 mm,爐殼壁厚為45~100 mm。 高爐爐皮共有二十一帶,每一帶爐皮分4~14塊,每 兩帶爐皮之間存在橫縫,每一帶爐皮塊與塊之間存 在縱縫。高爐外殼結構如圖1所示。
高爐建設的規模已步入巨型化趨勢:爐體容量越來越大,爐體鋼板厚度越來越大,焊接的工作量越來越大。傳統的爐皮焊接方法,焊接施工勞動強 度大,遠不能滿足施工進度和建設質量的要求。在本次爐皮焊接中,本公司首次釆用了立縫氣電自動焊和橫縫埋弧焊工藝,這2種焊接方法能大大提高焊接速度,獲得優良的焊縫質量。
1焊接性分析
根據設計圖樣,新高爐爐殼板材質為BB5O3鋼, 板厚為45~100mm。BB503鋼的化學成分和力學性 能見表1和表2。
* 1 BB503鋼化學成分(質*分數)(%)
|
C |
Si |
Mn |
P |
s |
|
0.12-0.18 |
03-0.55 |
1.25-1.60 |
W0.02 |
W0.01 |
|
Nb |
Ti |
Al |
N |
V |
|
0.015-0.04 |
0.01-0.035 |
0.01-0.05 |
W 0.007 |
0.02-0.15 |
表2 BB503鋼力學性能
|
鋼板厚 度/mm |
屈服強度 MPa |
抗拉強度 RJMPa |
伸長率(%) |
衝擊吸收功4kv /j(or,縱向) |
彎曲180。 |
|
40 |
2=315 |
490-610 |
。21 |
N47 |
d=3a完好 |
|
45-65 |
2295 |
N23 |
|||
|
N70 |
采用IIW推薦的碳當量計算公式,計算BB503 鋼的碳當量為0.34%~0.48%,其平均值約0.4%,該 鋼淬硬傾向不大,焊接性較好。但由於爐殼板厚為 45-100 mm,因此,焊接時需釆取預熱和後熱措施, 以防止冷裂紋的產生。
2焊前準備
- 焊前將坡口及其附近40 mm範圍內的淨油、 鏽等汙物清除。
- 對接焊縫焊前設置引弧板及熄弧板,其材 質、板厚、坡口形式同爐殼板塊的正式焊縫。自動焊時,引弧板及熄弧板的伸出長度不短於100 mm。
- 定位焊釆用CO2氣保焊,焊接要求同正式 焊接。定位焊焊縫應牢固可靠,焊縫中不得有裂紋、 氣孔、夾渣等缺陷。焊後不合格者要用氣刨清除後 補焊。定位焊焊縫要求長度小於60 mm,間距為 500-600 mmo兩端的丁字口部位不施焊。
- 組裝時,應將待焊工件墊置牢固,以防止 在焊接和熱處理過程中產生變形和附加應力。
- 施焊前,複査組裝及定位焊質量和焊接部 位的清理情況,如不符合要求,需修正,合格後施 焊。
- 因爐殼均為40 mm以上的BB503鋼厚板, 施焊前要進行預熱。預熱範圍為坡口及其兩側,每 側寬度不小於板厚的2倍,且不小於100 mm,預熱 測溫點在距坡口 50 mm處。爐殼間焊縫釆用電加熱 片伴隨預熱。施焊現場環境溫度低於0Y時,在始焊點附近 100 mm範圍內采用火焰預熱至30 Y以上方可施焊。
3爐売焊接工藝
3.1焊接設備
爐殼立縫焊接釆用氣電立焊自動焊機,爐殼橫 縫焊接釆用橫縫埋弧焊機。
3.2坡口形式
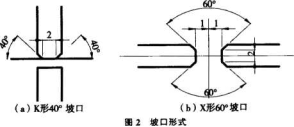
立縫的坡口形式為60。的X形坡口,橫縫的坡口 形式為40。的K形坡口.其形式如圖2所示。
3.3焊接順序
- 三帶拚裝完後,先進行立縫焊接,立縫每 端留300 mm不焊(丁字口處)。相鄰兩帶爐皮的各 立縫焊完(丁字口處不焊)後,才能開始焊此兩帶 爐皮間的橫縫。在橫縫焊接前,將各丁字口處所留 的立縫焊完,然後才能開始焊橫縫。
- 先從爐殼裏側立縫的下端起焊,向上焊接, 焊完第2遍後從外側清根(內側不停焊),這時要把 第1遍的焊層也清掉一部分,當第2遍焊層中的氣 孔等缺陷多時,也有必要清除掉重新焊接,確保清 根區域內無夾渣、裂紋,清根後外側進行焊接,從 立縫的下端起焊,向上焊接。清根後內側、外側同 時施焊。
- 在橫縫焊接時,不論是內側還是外側,焊 工總體焊接方向必須一致,順時針或逆時針,且采 用分段退焊的順序,所用焊接電流、焊條必須相同, 焊接速度基本相同,相鄰焊道的接頭不允許重疊, 應錯開30-50 mm0先焊內橫縫,焊完2遍後,從外 側清根(內側不停焊),這時要把第1層焊層也清掉 一部分,當第2層焊存在的氣孔等缺陷多時,也有 必要清除重新焊接,確保清根區域內無夾渣、裂紋, 清根後內側、外側同時施焊。
- 長立縫的焊接應釆取分段退焊的方法,即 將立縫等分2段,從立縫的下端起焊,向上焊接。 這樣有利於使焊縫的內應力趨於均勻,且橫向收縮 超於一致,便於錯邊量的調節。
- 焊接立縫時內、外側的焊工在焊接速度上 要盡量保持一致,且每條焊道的厚度也應一致,這 樣可有效控製角變形的量。
3.4焊工的分布
- 立縫 每道立縫內、外側各配1名焊工, 爐殼高超過1 600 m時,內外各配2名焊工(以爐 殼一半高度分開),但打底焊時內側先進行,清根後 外側再進行打底焊。
- 橫縫 每隔2 m內、外側各配1名焊工, 內外側相同,打底焊時內側先進行,清根後外側進 行打底焊。
3.5焊接工藝參數
根據焊接工藝評定結果確定的焊接工藝參數見 表3。
3立焊焊接工藝參數
|
數 方旨、 |
焊接材料 |
焊絲規格 /mm |
焊接電流 /A |
電弧電壓 |
焊接速度 A(cm,minT) |
氣體K8凯发登录入口 /(LTnin-1) |
焊接 位置 |
|
埋弧焊 |
H08MnA+ HJ431 |
巾3.2 |
420-500 |
42-48 |
45-60 |
一 |
橫縫 對接 |
|
氣電立焊 自動焊 |
H08Mn2SiA |
(/>1.2 |
1~3 層: 110-140; 其餘: 150-180 |
20-24 |
— |
— |
立縫 對接 |
|
C02焊 |
ER50-6 |
巾1.0 |
280-320 |
32-36 |
25-35 |
15-25 |
定位焊 |
3.6焊後處理
利用預熱設備進行消氫處理。橫縫焊完後,立 即升溫到250 恒溫2.5-3 h,然後緩冷。
要集中在其組織、力學性能的改進和工藝水平的提 高國外Shan⑸,Caceres"和Wang,"]等人均在 開展對A356合金的研究,不同於國內,這些研究都 著重於化學成分、凝固條件和熱處理工藝等對材料 性能的影響。
然而隨著汽車、飛機等工業的不斷進步和發展, 在實際的生產中A356鑄造鋁合金工件需要通過焊接 進行連接。本文采用ER5554鋁合金焊絲利用MIG 焊接技術對A356-T6鑄造鋁合金板材進行對接焊接 試驗。試驗過程中優化了焊接工藝參數,並在光鏡 (0M)和掃描電鏡(SEM)下對焊縫組織進行觀察,
4結論
- 焊縫表麵質量按照YB J208—1985《冶金機械設備安裝工程施工驗收規範煉鐵設備》的規定進 行檢査,其外觀質量檢查均達到合格標準。內部質 量按照JB 1152-1981《鍋爐和鋼製壓力容器對接焊縫超聲波探傷》中規定的II級焊縫執行。對20%的 爐殼焊縫進行超聲波探傷,結果達到了合格標準, 合格率達96%以上。
- 采用橫縫埋弧焊焊接工藝,設備穩定可靠, 焊接質量良好,焊接速度是手工焊的10多倍,極大 地減小了焊工的勞動強度,並降低了綜合成本。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:自動重袋包裝機設計
- 下一篇:一種能自動包裝定心曲環鯉錦根
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器