谘詢電話
ENGLISH0755-88840386一種能自動包裝定心曲環鯉錦根
發布時間:2020-07-01 09:15:40 |來源:網絡轉載
0前言
大直徑鋼管和平板類構件對接在焊接過程中工作量大,且焊縫有一定規律,通常配備大型變位機或者焊接機器人實現其自動焊接,但現有自動焊機體型龐大、結構複雜、采購成本和使用成本很高,中小型企業難以承受。因此很多中小型企業仍依靠人工方法來完成此類環縫的焊接,不但勞動強度大,而且很難保證焊接質量和提高工作效率。為此,本研究設計了一種用於環縫自動焊接的焊接專機。焊機通過定位電機和曲柄滑塊機構組實現快速定心,通過CPU精準控製環縫的自動焊接過程。焊接方法有C02焊接、混合氣體焊接、藥芯焊絲焊接印。這款自動定心的環縫焊機,適用於管子直徑變化範圍大且管子無法轉動的大管徑環縫焊接, 可快速定心並精確焊接,具有自動、高效、焊接效果好的優點,並且可通過調節曲柄滑塊機構的長度以適應各種不同管子。控製係統選用AVR單片機為核心,通過軟硬件的良好配合來實現各種焊接參數的設置、存儲與調整以及焊接過程的自動控製。
1總體設計
焊接工件為大直徑鋼管和平板,如圖1所示,管子直徑500-2 000 mm,變化範圍大,且工件體積較大,不適合轉動。
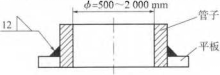
圖1焊接工件示意
設計了一套包括定心機構和焊接機構的機械係統,其中定心機構由機座、定位電機、3個曲柄滑塊機構組構成;焊接機構由焊接電機、焊接齒輪係、 焊槍支架構成。該係統實現了自動定心和精準焊接的功能,且焊機整體結構簡單輕便,易於操作。
另外設計了一套控製係統,由CPU、開關、存儲 控製過程中的參數的存儲器和輸入設備組成。其中, CPU接收輸入設備的參數,以控製定位電機和焊接電機的運行,並將參數存儲在存儲器上,實現定位過程的自動控製、焊接過程的自動控製、以及參數設置和存儲的高度自動化。
此款環縫焊機工作流程如下:(1)將設備放置或 懸掛在待焊接的管子內部;(2)定位電機帶動3個曲 柄滑塊機構沿著機座的徑向同步運動,實現定位; (3)啟動焊接,引燃電弧;(4)焊接信號識別並給出 電弧信號控製電機轉動;在電弧引燃的條件下,啟動 開關時,電弧熄滅,同時電機停止。
2機械係統設計
機械係統包括定位機構和焊接機構,如圖2所示,定位機構包括機座、設置在機座上的定位電機 和曲柄滑塊機構組。曲柄滑塊機構組由3個互成 120。的曲柄滑塊機構組成,定位電機帶動每個曲柄 滑塊機構沿著機座的徑向同步運動;焊接機構包括 焊接電機、由焊接電機帶動的焊接齒輪係和位於曲 柄滑塊機構組中心的焊槍支架。焊槍支架上設置一 橫杆,橫杆另一端設置一環縫焊接的焊槍。
2.1自動定心設計
定位電機通過定位齒輪組帶動曲柄滑塊機構 組運動,如圖3所示。當定位電機帶動從動齒順時 針轉動時,3個曲柄滑塊機構沿著機座的徑向同步 靠近管壁運動。由於3個曲柄滑塊機構之間互成 120。且始終保持同步運動,即每個曲柄滑塊機構沿 著管子徑向運動的速度始終保持一致且運動的起 始時刻和結束時刻也始終保持一致,任意時刻每個 曲柄滑塊機構的端部距離曲柄滑塊機構組中心的 距離相等,所以當3個曲柄滑塊機構同時觸碰到管
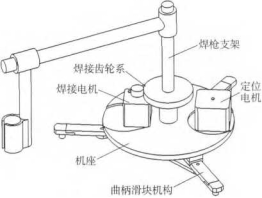
圖2機械機構設計簡圖
子內壁時可確定焊槍支架位於管子內部中心,並且 可利用曲柄滑塊機構的自鎖作用使定位擋塊夾緊 管子內壁而不回彈。此時焊槍可實現在管子外側旋 轉一周,進行環縫焊接;當定位電機帶動從動齒逆 時針轉動時,3個曲柄滑塊機構遠離管子內壁,可 快速恢複初始狀態。
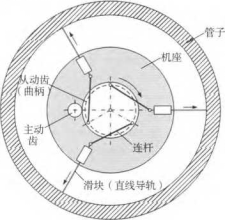
圖3自動定心示意
2.2焊槍轉動係統
焊接轉動係統中的焊槍支架與曲柄滑塊機構 組、從動齒的中心重合。焊槍支架上設置一橫杆,橫 杆另一端設置環縫焊接的焊槍,使用時將設備放置 在待焊接的管子內部或懸掛在管子內部,其中設備 的位置是可移動的。因此,焊接過程中可以設置成 橫杆沿著焊槍支架旋轉或焊槍支架旋轉而橫杆固 定;優選在機座上設置一個焊接電機,焊接電機通 過焊接齒輪組帶動焊槍支架轉動。
3控製係統
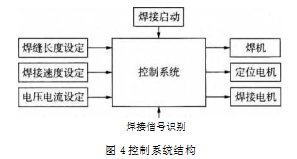
根據控製係統實現定位過程的自動控製、焊接 過程的自動控製、參數的設置和存儲要求,選用AVR單片機作為控製核心閔,控製係統如圖4所示。係統接 收的輸入信號包括按鍵、開關、參數設定;輸出信號 包括焊機驅動信號、步進電機驅動信號等。
3.1單片機控製步進電機
由於步進電機具有慣量低、定位精度高、無累 積誤差、控製簡單的優點,廣泛應用於機電一體化 產品中。而本係統中對自動定心機構和焊槍旋轉 機構的位置和距離精度要求不高,所以均釆用開環 精度較高的步進電機作為驅動元仲氣選用42BYGH- 5402型步進電機,靜力矩0.6 N-m,配套驅動器為 WZM-2H042MHo
步進電機驅動器的輸入信號來自於單片機,如 圖5所示,OPTO為共陽端,接+5V;CP為脈衝信號, 脈衝頻率決定步進電機的轉速,脈衝個數決定步進 電機轉動的圈數,即行走距離;DIR為方向信號:1為 正轉,0為反轉;FREE為鎖緊信號,1為鎖緊狀態, 0為自由狀態。
在實際運行中,控製係統中預置4種速度:自 動定心速度、定心釋放速度、正常焊接速度、快速返 程速度,可通過操作開關切換速度。
3.2焊接過程控製係統
焊接過程由焊前準備和焊接操作兩部分組成。
焊接準備工作:將設備放置在待焊接管子內部 或懸掛在管子內部,其中設備的位置是非固定、可 移動的。參數輸入,CPU接收輸入設備的參數後控製 定位電機和焊接電機的運行,並將參數存儲在存儲 器上。
焊接操作流程:啟動焊接,引燃電弧;CPU識別 焊接信號並給出電弧信號來控製電機轉動;在電弧 引燃的條件下,按啟動開關時,CPU控製電弧熄滅, 同時電機停止工作。在任何位置啟動時,焊機焊接一周便會自動停止。
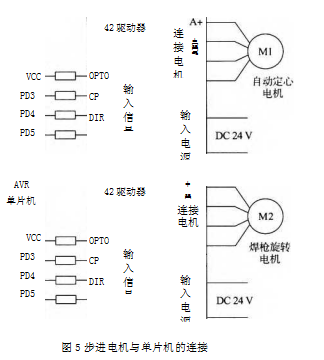
圖5步進電機與單片機的連接
4結論
該環縫焊機適用於管子直徑變化範圍大且管 子無法轉動的環縫焊接,可實現快速定位並精確焊 接,具有自動、高效的優點,而且可通過調節曲柄滑 塊機構的長度來適應各種不同的管子。實現了定位 過程的自動控製、焊接過程的自動控製、以及參數 設置和存儲的高度自動化。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:高爐厚板爐殼立縫和橫縫自動焊接工藝
- 下一篇:自動包裝機故障之淺析
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器