谘詢電話
ENGLISH0755-88840386基於圖像處理銅包鋁線纜TIG焊焊縫自動跟蹤方法
發布時間:2020-07-01 09:45:55 |來源:
引言
銅包鋁線纜既具有銅的高頻傳輸性能,又具有鋁的輕質、柔軟等特點。在同樣截麵積下,銅包鋁線單位長度的質量僅為純銅線的37.3%,在相同的質量下,銅包鋁線的長度是純銅線的2.7倍。由於質量輕,運輸安裝方便,還可降低敷設成本,故銅包鋁線製是替代純銅線製作高頻電纜和移動通訊電纜內導體的最佳材料,采用優質的銅包鋁線纜來代替純銅線纜有著廣闊的應用前景⑴。
銅包格複合線纜多為通過將銅皮包覆在鋁線上並進行焊接而生產出來,TIG焊是其常用的焊接方法,實 際生產中鴇極靜止不動,工件快速運動,其焊接速度大於10 m/min,焊接電流大於200 A;銅板厚度為 0.4 mm,對口縫間隙約為0.2 mm。焊接過程受包覆機械成型過程的影響,常出現電極與銅而焊偏,嚴重影響焊接質量和生產的連續性。因此,實現焊縫自動跟蹤控製十分必要。
近年來,釆用工業CCD攝像機的視覺傳感方法不斷湧現,並在TIG焊的熔池形貌檢測與實時控製DT、 焊縫跟蹤『刀等方麵的研究取得了很大的成功。但在銅包鋁線纜TIG焊生產中尚未見應用實例。
文中將圖像處理技術應用到銅包鋁TIG焊生產中,將焊縫圖像釆集到計算機中,利用VC+ +編製圖像處理軟件,提取焊縫特征,計算焊縫偏差並控製執行機構調節焊槍位置,消除焊接過程中的偏差,解決了焊偏問題。係統采用了優化的圖像處理技術,實時性好, 動態響應速度和跟蹤精度(±0.1 mm)達到了銅包鋁線纜TIG焊實際生產的要求。
1跟蹤係統的組成及工作原理
輸出控製器、交流伺服電機驅動器、焊槍調節電動滑移台等部分組成。
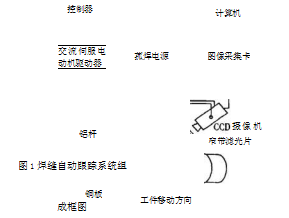
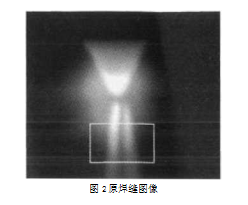
該係統將視覺傳感器安放於焊接前方離鶴極20 mm處,對弧光進行中性減光和窄帶濾光後,攝取銅皮成形對口縫圖像,經采集卡以10 Hz的采樣頻率將圖像采集到焊縫圖像處理計算機,並保存為灰度為8位的亮度圖像,焊縫圖像處理軟件對該圖像進行處理, 計算焊縫中心位置與焊槍中心位置的偏差,將該偏差數據通過I/O 口實時傳輸給由單片機組成的輸出控製器,輸出控製器采用PID控製交流伺服電機,控製焊槍移動,糾正焊縫中心與焊槍中心位置的偏差,以上過程自動完成,不需要人為幹預。由攝像機采集的原焊縫圖像如圖2所示。
2焊縫圖像處理與特征識別
焊縫圖像的處理和特征識別是該係統的核心,焊縫圖像的處理和特征識別主要經過以下步驟。
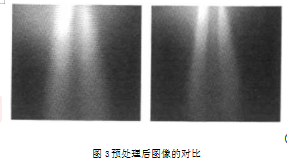
2.1圖像預處理’
連續性好。該方法的要點是:
- 圖像使用帶有指定標準偏差〃的高斯濾波器來平滑圖像,進一步減少圖像噪聲。
- 在每一點處計算局部梯度g(*,y) =[C: + C;]"和邊緣方向 a(x,y) = arctan(G/GJ0
- 第2條中確定的邊緣點會導致梯度幅度圖像中出現脊。算法追蹤所有脊的頂部,並將所有不在脊的頂部的像素設為零,最終給出一條細線,該方法稱為非最大值抑製處理。脊像素使用兩個閾值T.和T2做閾值處理,其中Tt
- 最後,算法通過將連接的弱像素集成到強像素, 執行邊緣連接。
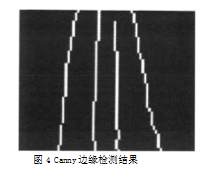
使用上述方法對預處理後的焊縫圖像進行了邊緣檢測,如圖4所示。可以看到,Canny邊緣檢測得到的焊 縫邊緣圖像非常清晰,幾乎沒有噪點,並且邊緣的連續性 非常好。
2.3使用Hough變換進行線檢測
使用邊緣檢測得到的圖像,實際上是一些並不連續的點,焊縫邊緣往往不是一條真正的直線。采用Hough變換的方法,將檢測得到的焊縫邊緣圖像提取成兩條直 線,直線的位置是唯一確定的,在計算焊縫誤差時,可以做到非常精確和很高的分辨率。
Hough變換采用了空間變換的方法,對圖像直線特征進行提取。假設在x-y坐標係中有N個點(天,免),i = 1,2,—,N0
通過x ~y平麵上任一點(x,y)的直線群可由式(3)規定的e-p參數坐標係中的一條曲線(下稱 Hough曲線)來表示。
p = xcosd + ysin0 (3)
式中,p、e為Hough變換的坐標軸為像素點位置坐 標。
根據Hough變換的性質,共線的任意兩點(電,美)和 3況)的Hough曲線將一定在e -p參數坐標係中相交 一次。交點的。坐標為=廿1竺工 (4)y;-J,
根據公式(4)可以求出第i條Hough曲線和其餘N-1 條Hough曲線交點的6值,它們在e軸上分布的峰值將表示通過點(氣山)並以峰值處的角度為方向且擁有最多共線點的一條直線。通過二維累積數組的計算方法, 可以找到該峰值點,最終通過坐標變換到x-y坐標中所對應的直線。
為了加快變換速度,采用了文獻[8]中的一維數組方法,改進了 Hough變換算法,編製的程序能夠滿足實時性的要求。圖5為Hough變換得到的四條焊縫邊緣, 在實際的變換過程中,隻對焊縫內側的兩條曲線進行提取,並且對圖像進行了分割處理,減少了圖像的麵積,加快變換速度。
圖5 Hough變換檢測的焊縫邊緣直線
2.4焊縫偏差的計算
通過Hough變換檢測得到的焊縫邊緣直線,很容易使用計算機對其進行處理求取焊縫偏差。焊縫偏差求取方法如圖6所示。圖中C點為標定得到的焊槍中心位 置,A、B兩點為與C點同一縱坐標且在兩條內側焊縫直線上的點。點為與C點同一縱坐標的焊縫中心線上 的點。其橫坐標為兀=(了4+羌,)/2,則焊縫偏差5為5 = X,-X,。將該偏差值通過計算機接口傳遞給控製器, 控製器根據焊縫偏差8,控製執行機構運動,移動焊槍位置,調整偏差。
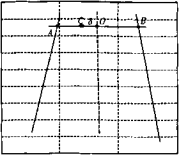
圖6焊縫偏差的求取
3結 論
采用均值濾波的方法進行焊縫原始圖像的濾波降 噪,並采用Canny邊緣檢測得到了焊縫邊緣的清晰圖像。 使用Hough變換進行線檢測,將檢測得到的焊縫邊緣圖 像提取成兩條直線,直線的位置是唯一確定的,在計算焊縫誤差時,可以做到非常精確和很高的分辨率。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器