谘詢電話
ENGLISH0755-88840386視覺傳感銅包鋁線纜TIG焊縫自動跟蹤係統
發布時間:2020-07-01 09:39:24 |來源:網絡轉載
0前言
銅包鋁線纜是在鋁芯線上同心地包覆銅皮的雙金屬線纜。它是代替純銅製造同軸射頻電纜的良好內導體,由於集膚效應的影響,頻率很高的電磁 波信號僅集中於導體表麵很薄的銅層上傳輸,所以 它在電視頻段內具有與純銅線纜完全相同的傳輸性 能,與純銅相比,其密度隻是純銅線纜的37%〜 40%。另外,我國銅資源較缺乏,隨著信息產業的 迅速發展,有線電視網絡將不斷興建或更新,並將 發展電話、有線電視、計算機三網合一的網絡,因 此釆用優質的銅包鋁線纜來代替純銅線纜有廣闊的 應用前景口劉。
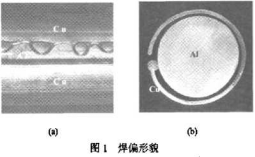
銅包鋁線纜多通過將銅皮包覆在鋁杆上並進 行焊接的方式生產,TIG焊是其常用的焊接方法, 但受包覆過程的影響,常出現電極與銅皮對口縫發 生偏移而焊偏,如圖1所示,嚴重影響焊接質量和 生產的連續性,因此實現焊縫自動跟蹤控製十分 必要。
近年來,釆用工業CCD攝像傳感器的視覺傳 感方法不斷湧現,人們在TIG焊接的熔池形貌檢測 與實時控製'4切和焊縫跟蹤四場等方麵的研究取得 了很大成功,但在銅包鋁線纜TIG焊生產中尚未見 應用實例在銅包鋁線纜TIG焊接生產中,由於釆用連續 焊接電流,所以無法實現維弧期間取像,而且焊接速度很快(通常大於8 m/min),釆用圖像處理又會 降低係統的實時性。因此,本文研製了一種釆用視 覺傳感器在近弧區取像的焊縫自動跟蹤係統,在連 續焊接電流下能可靠識別銅包鋁對口縫。釆用模擬 電路對視頻信號進行處理,減少了信號處理的時間, 其動態響應速度和跟蹤精度達到了銅包鋁線纜TIG 焊實際生產的要求。
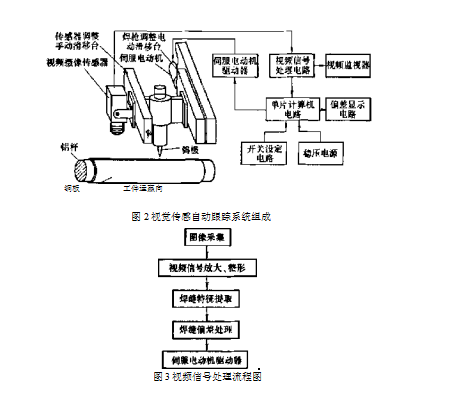
焊縫視頻信號處理流程如圖3所示
1視覺傳感自動跟蹤係統的組成視覺傳感焊縫自動跟蹤係統組成如圖2所示, 主要由視頻攝像傳感器、傳感器調整手動滑移台、 焊槍調整電動滑移台、伺服電動機、伺服電動機驅 動器、視頻信號處理電路、視頻監視器、單片計算 機電路、偏差顯示電路、開關設定電路、穩壓電源 等部分組成。
2焊縫視頻信號處理流程
 2.1圖像釆集
2.1圖像釆集
在銅包鋁線纜TIG焊接過程中,焊接電流為連 續電流,通常大於200 A,弧光的影響對電弧及熔 池取像十分困難。另外,考慮焊接速度很快、自動 跟蹤係統工作的延時性,本係統將視覺傳感器安放 於焊接前方離鈣極20 mm處,以弧光作為光源,在 近弧區攝取銅皮成形對口縫(間隙為0.2 mm)圖像, 如圖4所示。圖4中白色條狀部分為銅皮對口縫放 大圖像,由於鋁線材表麵對弧光的反射作用很強, 因此圖像呈白色;其他部分為包覆銅皮圖像,銅皮 對弧光的反射作用較弱,圖像特征為顏色較暗。圖 像中銅皮對口縫邊緣較清楚,根據這一圖像特征可 進一步進行圖像信號分析及處理。
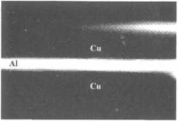
圖4銅皮對口縫圖像
2.2焊縫視頻信號分析
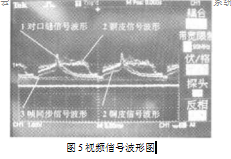
用示波器測得的銅皮對口縫視頻信號波形如 圖5所示,在視頻信號中,有對應銅皮對口縫部分 的視頻信號,其特征為電壓幅值較高,波形較規則 (圖5中1所指);銅皮圖像的視頻信號(圖5中2所 指),其特征是電壓幅值較低,但銅皮反光處的信號 幅值較髙;幀同步信號(圖5中3所指),幀同步信 號周期為20 ms;波形圖中下麵的兩條白亮直線為 密集的行同步信號。分析結果表明,銅皮對口縫的 視頻信號電平比銅皮視頻信號電平髙,而且在銅皮 對口縫邊界處變化較明顯,但因為有很多行同步信 號的影響,這種電信號不能直接用於焊縫識別和偏 差計算,需對其做進一步處理。
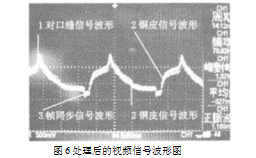
2.3視頻信號的放大、整形
對視頻信號進行放大、整形' 行同步填補等處 理後,獲得的信號波形如圖6所示,它由銅皮對口 縫視頻信號包絡線(圖6中1所指)、銅皮視頻信號 包絡線(圖6中2所指)、幀同步信號(圖6中3所指) 等幾部分組成。從圖6中可以看出,視頻信號經處 理後完全消除了雜波和行同步信號的影響,其信號 特征為銅皮對口縫視頻信號幅值最高,其峰值對應 對口縫中心,與銅皮視頻信號幅值有較大的差別, 銅皮對口縫邊界處仍有較明顯的變化,根據這一信 號特征可進行焊縫識別.
2.4焊縫特征提取
獲得如圖6所示的模擬信號不能直接用單片機進行焊縫識別,另外,實際焊接時由於焊接弧光、 環境光、銅皮表麵狀態等因素的影響,視頻信號的 電壓幅值經常會發生變化,因此本係統采用能完全 反映銅皮表麵反射光狀態的動態平均值對視頻信號 進行二值化處理,如圖7所示.圖7中曲線1是被 放大、整形、行同步填補等處理後的視頻信號;曲 線2是能完全反映銅皮表麵反射光狀態的動態平均 值。二值化處理後獲得的方波信號波形圖如圖8所 示。該二值化處理過程釆用的是模擬電路,處理時 延僅為幾納秒,其快速響應性是釆用計算機圖像處 理方法所無法比擬的。圖8中方波信號的上升沿對 應幀同步信號的上升沿,下降沿對應銅皮對口縫 邊緣。
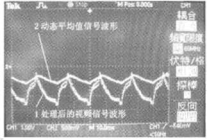
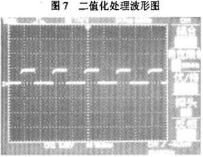
圖8二值化獲得的方波波形圖
二值化處理獲得的方波信號與經過處理後的 視頻信號的時序關係如圖9所示。圖9中曲線1為 被放大、整形、行同步填補等處理的視頻信號;曲 線2為視頻信號經二值化處理後得到方波信號。從 圖9中可以看出,曲線I和曲線2的對應時序關係, 即曲線2上升沿對應幀同步上升沿,下降沿對應於 銅皮對口縫邊緣。
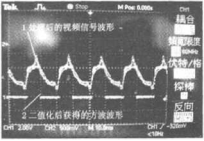
圖9兩種波形的時序關係圖
2.5焊縫偏差處理
焊接時視頻攝像傳感器位於焊接電弧的前方, 超前檢測銅皮對口縫,通過傳感器調整手動滑移台 及調節支架,使對口縫的影像位於視頻監視器幀中 心.視頻攝像傳感器輸出的圖像信號帔周期為20 ms,以幀中心(從幀同步上升沿後10 ms處)為基準, 如果焊接時銅板對口縫相對於魯極發生了偏離,那 麽銅皮對口縫信號下降沿就會偏離幀中心,即如圖 9中幀同步的上升沿至對口縫信號下降沿的脈衝寬 度將發生變化,根據這種變化可以判斷對口縫的偏 離方向和計算出偏差的大小。
係統采用51係列單片計算機進行焊縫偏差方 向判斷及偏差大小計算,視頻攝像傳感器光學係統 在垂直於銅皮對口縫方向視野範圍為10nun,即10 mm範圍對應傳感器幀周期20 ms,銅皮對口縫位置 變化0.1 mm對應銅皮對口縫脈衝信號0.2 ms的變 化,釆用單片計算機計算單位0.2 ms的脈衝寬度變 化是很容易實現的,因此該係統跟蹤精度可達到 0.1 mm.
由於視頻攝像傳感器幀周期為20 ms,單片機 釆集兩幀圖像所用時間不多於40 ms,程序處理時 間和伺服電動機響應時間少於20 ms,因此該係統 響應周期少於60 ms。
2.6焊縫自動跟蹤的實現
單片計算機將焊縫偏差方向信號和焊縫偏差 大小信號分別以高低電平信號方式和脈衝信號方式 送入交流伺服電動機驅動器,由交流伺服電動機拖 動焊槍進行焊縫實時糾偏。
3結論
(1)以弧光為主動光源,在銅包鋁線纜TIG焊 接生產中,釆用視頻攝像傳感器檢測銅皮對口縫實 現焊縫自動跟蹤新方法可行。
⑵采用模擬電路對視頻信號進行放大、整形、 行同步填補及動態平均值二值化等處理,極大地降 低了圖像處理時間,並準確獲得了對口縫脈衝信 號,實現了銅皮對口縫偏差方向的判斷及偏差大小 的計算。
(3)視覺傳感銅包鋁線纜TIG焊縫自動跟蹤係 統響應速度和跟蹤精度滿足生產使用要求。試驗證明,每個係統響應周期工件移動9.3 mm,在此焊縫長度範圍內焊接電極(鈣極)與銅皮對口縫跟蹤精度小於0.1 mm.
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器