谘詢電話
ENGLISH0755-88840386薄膜包裝機控製係統的設計
發布時間:2020-07-03 08:57:48 |來源:網絡轉載
某石化公司化工三廠原橡膠裝置薄膜包裝機控製部分由繼電器搭接而成。橡膠薄膜經常出現因溫度加熱不足,使上下薄膜粘合不上;或者因溫度加熱過度,使上下薄膜燙壞出現漏洞。另外, 繼電器響應時間過長,嚴重影響包裝速度。為了減少經濟損失,使橡膠包裝整齊、美觀,研製高效、經濟的新型包裝機械是生產的迫切需求。
- 工藝概況
薄膜包裝機的功能是在紙袋包裝之前用聚乙烯薄膜將膠塊封裝起來。該薄膜包裝機由膠塊送入裝置、薄膜供應裝置、薄膜熱封裝置、膠塊送出裝置和機架組成。裝置既能獨立完成某個工序所規定的動作實現本身的功能,又能互相協調動作實現薄膜封裝的功能[1]。



 整個包裝輸送過程由PLC控製。薄膜包裝機兩側拉門帶有開門斷電自動保護裝置。薄膜包裝機的控製係統是控製和協調包裝機各個機構的動作,使包裝機按照工藝流程來完成生產過程[2]。工藝過程見圖1。
整個包裝輸送過程由PLC控製。薄膜包裝機兩側拉門帶有開門斷電自動保護裝置。薄膜包裝機的控製係統是控製和協調包裝機各個機構的動作,使包裝機按照工藝流程來完成生產過程[2]。工藝過程見圖1。
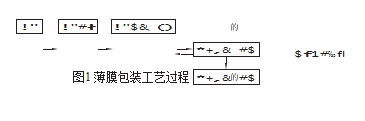
上遊輸送來的膠塊經輸送機送至熱封位置後,輸送電機停止,同時縱封和橫封氣缸電磁閥通電,當上下熱封機構接觸時加熱器開始加熱,延時一定時間(通過觸摸屏設定)後加熱停止、切膜刀伸出將膜切斷,繼續延時一定時間(通過觸摸屏設定)後,縱封和橫封氣缸電磁閥斷電,各機構複位, 等待下一膠塊。
1.控製係統硬件設計
1.1係統組成




 電控係統原理見圖2。
電控係統原理見圖2。
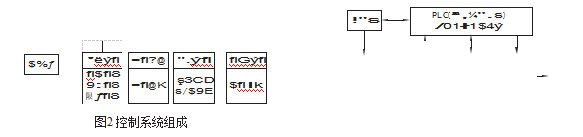
圖2 中電控係統包括核心單元PLC 單元、檢測元件(磁環開關、光電開關)、操作麵板、控製元件(電磁閥)以及執行機件(電機和氣缸)等幾個部分。操作麵板作為操作人員與設備之間的界麵, 接收來自操作人員的操作指令並指示設備的運行狀態;PLC 程序自動循環掃描各個輸入輸出點的當前狀態,並根據程序(梯形圖)所確定的邏輯關係更新輸出點的狀態,通過電磁閥和接觸器來控製氣缸和電機的動作,通過溫控器控製加熱片溫度, 從而完成整個生產過程的自動控製[3]。
1.2控製過程
合格的膠塊進入薄膜包裝機。當生產線輸送來的裸膠塊到達熱封緩停光電(SG1),吹膜閥(YV4)啟動,儀表風將薄膜吹成袋狀方便膠塊進 入,上下覆蓋薄膜的裸膠塊送至熱封位置,當觸動壓膜到位開關(SQ1)後,縱封閥、橫封閥通電,縱 封、橫封壓膜氣缸動作,將薄膜壓實,與加熱器充分接觸,此時,若縱缸到位開關(SQ3A,B)同時接通,則切刀閥(YV3)斷續通電2 次,切膜氣缸帶動切刀將膜切斷。加熱器開始加熱,延時一定時間後,加熱停止,冷卻閥(YV5)通電,向2 個加熱器和薄膜熱封位置吹壓縮空氣,加速薄膜冷卻,同時給加熱器降溫。冷卻一段時間,加熱裝置複位,輸送機將包裝好的膠塊輸送至下遊設備[4]。
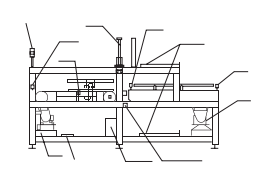
當熱封裝置工作時,若又有膠塊輸送來,則輸入輸送電機緩停,直到熱封裝置複位,繼續開始輸送。現場元器件位置見圖3。
觸摸屏具有可顯示字符、圖形、內存數據、棒圖顯示等功能。還具有數據輸入、開關輸入功能。3 控製係統軟件設計控製係統軟件由2 部分組成。人機交互界麵程序和PLC主控程序。
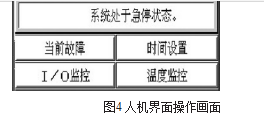
人機交互界麵程序主要進行操作人員與PLC 係統之間的對話,完成各個操作畫麵之間的相互切換和操作畫麵各個按鈕動作對應的PLC 程序控製。操作畫麵見圖4。
1.3輸入輸出點分配
PLC 采用歐姆龍公司CP1L 係列CPU,該設計選用輸入36 點、輸出24 點的PLC 基本單元(備用點15%餘量)。
1.4熱封溫度控製
溫度控製采用進口電加熱片,可以直接在觸摸屏上設置加熱溫度,可直接讀取,並可以方便的手動增減,調整熱封效果達到最佳。老式熱合機的加熱方式主要有2 種,1 種為溫度可控恒溫加熱,另1 種為時間可控溫度不可控的脈衝加熱型式,新式熱合機加熱方式吸收了前兩者的優點使用進口溫度控製器對加熱片的溫度進行精確控製,同時加熱時間也可以調節,為溫度可精確控製的脈衝加熱型式。加熱片的加熱溫度和加熱時間通過觸摸屏進行設定,觸摸屏與PLC 之間通過通訊電纜連接將數據傳送給PLC,PLC 經過處理後將參數通過通訊電纜傳送給溫度控製器;溫度控製器將加熱片的實時溫度傳送給PLC,再由PLC 傳送給觸摸屏進行顯示。加熱片供電電纜與信號電纜要求分開布線,信號電纜要求屏蔽並做好接地以防止幹擾。
該控製器具有控製加熱速度快、熱封效果好等特點,同時具有加熱線路的故障自診斷功能,並可通過與PLC 通訊指出線路故障點的具體區域。熱封控製器的加熱溫度目標值也通過觸摸屏操作界麵進行設定[5]。
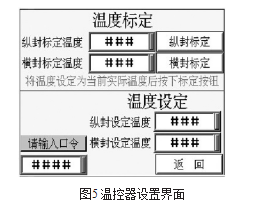
2.觸摸屏
係統進行溫度設定及監控時須進入的畫麵, 畫麵最上方為實時溫度數字顯示窗口,右側為溫控器故障複位按鈕(縱封溫控器、橫封溫控器),以及 進入 溫 控 器 設 置 的 畫 麵 切 換 按 鈕,見 圖 5。
主控程序主要采用與歐姆 CP1L 配套的CX-One 軟件。該軟件集成了OMRON 的PLC 和Components 的支持軟件,提供了 1 個基於 CPS
(Component and Network PROFILE Sheet)集成開發環境。同時,可以在IO 表內設定CPU Bus 單元和特殊單元,不需要手動設定和區分地址。CX-One 軟件的CPU Bus 單元和特殊單元設定可以在線對實際PLC 的CPU Bus 單元和特殊單元設定進行比較,將不符和的單元標出,見圖6。
3. 結束語
在分析了原橡膠裝置薄膜包裝機存在的問題基礎上,成功的設計了薄膜包裝機的控製係統。經過1 a 的現場運行,結果表明,采用PLC 係統進行控製,達到了預期效果,且薄膜粘合清晰、美觀,膠塊塑封整齊,提高了橡膠裝置薄膜包裝速度和包裝質量。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器