谘詢電話
ENGLISH0755-88840386軟盒包裝機鋁箔紙鋼印設置改進中
發布時間:2020-07-03 09:30:55 |來源:網絡轉載
0引言
軟盒包裝機是國內煙草行業生產軟盒產品的主力機型,柳州卷煙廠目前共有13套該設備,卷煙軟盒包裝一般會印上字碼標識,使產品具備可追溯能力,能夠分辨出卷煙產品由哪套設備哪組操作人員生產出來的,從而實現質量管理的PDCA循環。現有的鋁箔紙鋼印裝置更換字碼時耗時較長,影響有效作業率,為了縮短更換鋼印時間,達到方便更換的目的,並且不能發生更換錯 誤,因此,需研究原鋼印裝置的原理,對其進行改進。
1鋁箔紙鋼印打印原理
1.1鋁箔紙輸送原理
如圖1所示鋁箔紙輸送係統由左、右紙圈架、 導紙報、單向輪R1和R2、刻痕凸輪R3、刻痕凹輪 R4、刻R輪R5和R6、固定切紙刀、可調切紙刀、 送紙滾輪、壓緊滾輪、加速輪和機架等組成⑴。
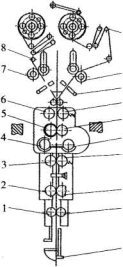
圖1 鋁箔紙供給裝置示意圖
1-加速輪R11 2-送紙滾輪R9 3-送紙滾輪R8 4 -固定切紙刀(二轉)5 -刻R輪R5 6 -刻痕凹輪R4 7 -單向輪R2 8-滾輪9 -鋁箔紙紙圈架10-單向輪R1 11-手動切紙刀12-刻痕凸輪B3(兼打鋼印)13-刻R輪R6 14-可15 -壓騒輪R7 16_觥郵田0 17-壓緊加速輪18 -下紙到位基準
左、右紙圈架上裝有卷筒式鋁箔紙,卷筒式鋁 箔紙經一組導紙滾輻導引,進到單向輪R1 (或 R2)和滾輪的中間。單向輪Rl(或R2)裏裝有一 個單向離合器,以防止紙張忽然中斷的情況下影 響已經過了單向輪的鋁箔紙輸送。鋁箔紙輸送到 刻痕輪處時,刻痕凸、凹輪的相互作用使鋁箔紙形 成2道刻痕,以使鋁箔紙挺括,便於裁切、輸送;刻 痕凸輪上裝有鋼印,能對鋁箔紙打上數字或者字 母。經過刻痕和打印的鋁箔紙再經過刻R輪、切 紙刀、兩對送紙滾輪後到達加速輪,加速輪使單張 的鋁箔紙快速到達“下紙定位基準”,等待煙支到 來進行鋁箔紙的包裝,至此,鋁箔紙裁切、輸送完畢。
1.2鋁箔紙鋼印打印原理
鋁箔紙經過刻痕輪組件向下輸送,安裝在刻 痕凸輪上的鋼印裝置與對應的安裝於刻痕凹輪上 的膠輾同步擠壓,鋼印從鋁箔紙導板的打印窗口 對經過的鋁箔紙進行擠壓印鑒,完成鋼印的打印過 程,由於刻痕凸輪和凹輪的直徑是恒定不變的,所 以在鋁箔紙展開、輸送方向上鋼印的印鑒距離是定 長的,從而能在每張鋁箔紙的恒定位置印上字跡。
2鋁箔紙鋼印結構及使用規則
2.1鋁箔紙鋼印結構
原設備上的鋼印結構如圖2所示。
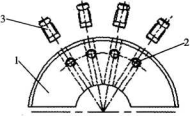
圖2原鋼印結構示意圖
1-半圓座2-緊定螺釘3-鋼印字模
鋼印字模安裝在一個半圓座的光孔內並由鎖 緊螺釘從側麵對其進行定位,同樣隻需鬆開螺釘 就可以上下調整鋼印的高低位置,整個半圓座組 件再通過2顆M5 x20的螺釘緊固於刻痕凸輻 上,與字碼進行擠壓的可變形物膠輾安裝在刻痕 凹輪上。
2.2鋼印使用規則
在原來的設備上的鋼印裝置結構上,更換或 調整半圓座上的字碼則需要拆下許多零件,才能 取下半圓座,進行字碼的更換和深淺調整,整個拆 裝調整過程耗時較長。
柳州卷煙廠的軟盒產品要求用鋼印裝置在小 盒鋁箔紙底部清晰打印4位字碼作為產品標識, 其中前2位用阿拉伯數字表示月份,第3位用 “I” “2”、“3”這三個數字分別代表3個生產班 別,第4位用英文字母表示機台編號。
近年來,為了方便對產品質量進行追溯和對 設備操作人員的管理,柳州廠的軟盒包裝 機的鋁箔紙鋼印由原來的每月換一次改為每班換 一次,柳州廠是三班工作製,按照生產工藝要求每 個班次都需要更換上代表本班次身份的鋼印,如 果繼續使用原
來設備上安裝的鋼印裝置則每班次 需要大量的時間和人力進行鋼印字碼的拆裝更 換,造成停機時間長,影響生產效率,因此,需把鋼 印裝置改造成能夠在短時間內可以完成更換和調 整的形式。
3改進思路
3.1字碼更換規則研究
經過研究產品加工工藝中的字碼更換規則後 發現:鋁箔紙鋼印由4位數組成,前2位代表月 份,第3位代表班次,第4位代表機台印碼,在同 一個月份內,每台機3個班次的鋼印字碼分別不 同,但卻是相對固定的,如2號機6月份甲班使用 的鋼印字碼固定為061B,乙班固定為062B,丙班 固定為063B;也就是說,在同一個月內,每台機每 個班次隻需要變換4個字碼中的一位就可以了 ; 每天隻需變換班次碼即可,即使跨月,在個位數的 月份也隻需更換第2位。也就是說須頻繁更換的 字碼僅為中間兩位。
3-2字碼打印位置分析
按照產品技術標準購回的鋼印字模規格為 45mm x8mm,其中字的髙度為3. 5mm,要求清晰 打印在鋁箔紙底部折頁的中間位置即可。測得鋁 箔紙煙包底部可打印區域為圖3中虛線框部分, 也就是說可以把需打印的4位字碼布置在38.5mm x3. 5mm的範圍內。
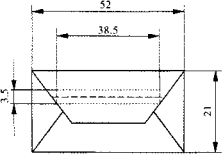
圖3鋁箔煙包底部示意圖
當鋁箔紙刻痕組件在門勾開啟時,其開口處 最大間隙寬度為120mm,打印窗口處開口間隙為 40mm,剛好可以讓操作人員伸手進去處理“鋁箔 紙堵塞”之類的故障。也就是說在開口處有伸手 進去取出鋼印字碼的空間。
根據實測,測得鋁箔紙導板的打印窗口為 28mm x26mm,根據方便更換2位字碼的思路,4 位字碼外圓弧的展開長度為38. 5mm,則中間2 位的字碼中心圓弧展開長度為12. 8mm, 1個字碼 直徑為5mm,這樣對於長度26mm的取出窗口,應 該可行。
4改進方案及實施
4.1改進方案
要快速對鋼印字碼進行更換,必須減少零件的拆卸和簡化鋼印的更換過程,從而縮短更換鋼 印字碼的時間。為了避免影響原有鋁箔紙輸送係統的功能, 同時在不對原設備進行較大改動的情況下,隻對 原來的鋼印字碼半圓座進行改造,由於原來的鋼 印半圓座其最大截麵積為48mm x 12mm,大於打 印窗口尺寸,無法取出;所以設計改進後的鋼印座組件如圖4所示。
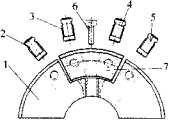
圖4改進鋼印裝配示意圖
1-半圓座2、3、4、5 -鋼印字模6-螺釘
7-活動鋼印
將原來整體式的半圓座設計成分體組合式的 組件,重新設計的半圓座分為開槽半圓座和活動 座兩部分,其中活動座用一顆M4 x 10的內六角 螺釘固定在開槽半圓座上,螺釘頭部沉入沉孔;而 開槽半圓座仍按照設備原有方式以2顆M5 x20 的螺釘固定在刻痕凸輪上。開槽半圓座和活動座 上布置有4個用於安裝鋼印字碼的光孔,把第1 位、第4位字碼安裝在開槽半圓座上,2、3位字碼 安裝在活動座上,其定位方式和原設備上的一樣, 用緊定螺釘在側麵將字碼固定。
因為機台號碼是固定不變的,而月份的第1 位字碼隻有在9月份轉到10月份時才將“0”換 為“1”,12月份轉到第二年1月份時將“1”換為 “0”,這樣一年中操作工隻需拆下2次開槽半圓 座來更換月份字碼,而需要經常更換的月份碼,即 第2位字碼(每月更換一次)、班次碼,即第3位 字碼(每班都更換)2個字碼裝在活動座上,活動 座的體積大小使其剛好可以通過打印窗口取出, 然後給每班配備一件活動座,預先安裝調試好3 個班的字碼,則換班時操作工隻需通過打印窗口 更換活動座即可,更換將變得快捷、方便。
該設計方案需要突破的關鍵點是:活動座能 順利通過鋁箔紙導板打印窗,方便操作人員從打 印窗口直接拆裝。開槽半圓座上的第1到第4位 字碼所在外徑弧長應小於鋁箔紙底部折疊梯形的 打印區域長度同時能保證布置下4個字碼和一個 緊定螺釘的位置,即保證鋼印字跡落在鋁箔紙底 部梯形內。
4.2改造方案實施
4.2.1新鋼印裝置設計
根據采購回來的成品鋼印字模尺寸為巾5 x 8mm及機械設計手冊中螺釘標準擰入深度值綜 合考慮,所以設計取活動座高度為9mm,活動座 通過一顆M4的內六角螺釘固定於開槽半圓座 上。因此需在活動座中鑽一個2mm的通孔 和
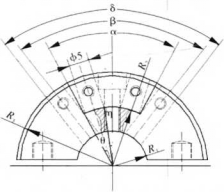
圖5鋼印半圓座各角和弧段示意圖
如圖5所示,4個鋼印孔直徑為5mm,緊定螺 釘光孔直徑為4.2mm,& =9mm,/?2 =15mm,7?3 = 24mm。根據孔壁臨界相交計算得出的活動座尺 寸符合通過打印窗口的要求。
由相同計算方法得出4個鋼印字跡符合打印 欽部折疊梯形內的要求。
通過計算機繪圖設計,保證各孔有一定間距 的設計參數符合最初的設計要求。
開槽半圓座的材料選用原來的零件進行改 製,新鋼印裝置活動座材料選用45號鋼。
4.2.2專用工具設計
由於刻痕輪處的兩導板在打開的狀態下,打 印窗口處最大間距隻有40mm,普通內六角扳手 無法使用。為方便在狹窄的空間內能擰鬆或擰緊 活動座的緊定螺釘,設計一個專用扳手如圖6所 ZJ、o
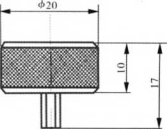
圖6專用扳手示意圖
其結構為內六角扳手加帶滾花的圓手柄,在 六角頭內加磁。通過手持專用扳手可以從打印窗 直接擰鬆或擰緊活動座的緊定螺釘,利用扳手可 以把螺釘和活動座同時帶出,便於操作人員使用。
專用扳手的捏手部分材料選用45號鋼,內六 角扳手端采用現有工具內六角扳手4改製後鑲入 捏手部分後焊接,整體表麵發黑處理OS。
4.2.3防錯設計
鋼印裝置是裝在鋁箔紙刻痕組件上,壓痕槽 剛好和活動座邊緣重疊1mm,如果把活動座的緊 定螺孔設計在中心位置,活動座無論正反都可以 安裝到開槽半圓座上,同時由於刻痕組件處的開 口很小,不易於用眼觀察,若不小心裝反了,並不 易發現,這樣活動座上的凹槽就對不上對應膠輾 上的凸起部位,設備運轉起來會造成鋁箔紙破裂 等問題,嚴重時甚至會造成零部件損壞。活動座 裝反了,鋼印不能正確打印,產品的追溯性沒有依 據,產品的質量檢驗就不合格,由於這一細節造成 廢品,因此活動鋼印座防錯設計就顯的十分重要。
為了避免操作人員將活動座裝反於開槽半圓 座之上,於是設計將活動座的固定螺孔偏移厚度 中心線位置1mm(如圖7) o
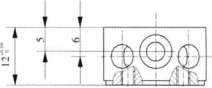
圖7活動座防錯示意圖
活動座在安裝時手持方向不正確,其固定螺 孔的中心偏離2mm,固定螺釘是無法安裝,這樣 消除了活動座的誤操作而導致鋼印字碼打在煙包 上顯示出來的印跡方向相反或煙包底部鋁箔紙被 刻痕過深導致破碎的可能性,保證鋼印打印正確。 4.2.4橡膠根的改進由於每班都需要更換2位字碼,導致與鋼印 字碼相對應的橡膠輾由於重複多次的被不同的字碼對同一位置進行印鑒,容易使橡膠發生塑性變 形,從而導致打印在鋁箔紙上的字碼不清晰,甚至 容易導致鋁箔紙在字碼處裂穿,一般膠輾使用2 個月即發生磨損,為減少橡膠根的磨損,一是降低 鋼印字碼的硬度,二是提高橡膠輻的硬度。降低 字碼硬度容易導致字碼磨損,此方法不可取;設備 上原先使用的是普通的橡膠材料,經參考卷煙機 的品牌鋼印打印的對應輻的材料並查閱相關的技 術資料”刃,選擇聚胺脂(邵氏硬度為80-90 度)作為橡膠根的材料,經多次試驗使用,無論是 鋼印打印的清晰度還是膠輻的壽命都提高許多, 達到預期效果。
5結束語
按照設計圖紙加工鋼印組合上的各個零件, 將改造後的鋼印裝置組裝上機試用,該裝置運行 穩定,對設備無不良影響,打印出來的標識符合工 藝要求;換班時操作人員使用專用工具拆裝活動 鋼印座更換本班使用的鋼印裝置可控製在1分鍾 以內。本項目順利通過廠部工藝、技術部門的驗 收。經過此項改進,減少了操作耗時,提高了有效 工時,每天3個班的有效工時,可以使設備效率提 高約6.0個百分點,為保障車間設備效能的發揮 起到積極作用;降低了生產過程中消耗的無謂時 間,提高了設備生產效率,取得了預期效果。 ZB25包裝機鋁箔紙鋼印裝置的改造成功後已在 全廠的相同設備上推廣應用。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:包裝機的步進電機控製係統
- 下一篇:包裝機煙支模盒輸送帶裝置的改進
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器