谘詢電話
ENGLISH0755-88840386數控中藥丸包裝機設計
發布時間:2020-07-14 14:55:42 |來源:網絡轉載
SYB-B型數控中藥丸總體方案設計
要實現自動成型蠟殼包裝藥丸,必須包話四個係統:製蠟帶、造蠟殼、自動送藥丸及自行封裝,該項 技術方案包括原料蠟輸送、製蠟帶打蠟殼、藥丸輔 送、藥丸表麵空氣滅菌、封合包丸、成品檢驗、輸送機 外及剰餘蠟料回收等部分.為了便於調試及維護將 整機分為.機械和電控'二大部分進行設計.其原理框圖見圖L
- 通用部分:包括蠟料輸送,剩餘靖暢排除、藥丸輸送、成品舞選、電熱裝置、一般傳動裝置等這些 零部件都屬於一般通用機械.蠟料輸送係線,采用 螺旋送料機構;藥丸輸送釆用斜盤式分料布丸機構,
- 機頭部分;這部分是本機的心髒,包括製蠟帶、 打蠟殼,裝丸,封丸等機構,為保證連續打殼,封丸, 最關鍵的是必須保證凹凸模的相互位置和運動精確 度,因此機頭箱體和凸凹模體及凸凹模是本機的主 要關健部件.
數控中藥丸包裝機是一項高技術產品,因而要求電控係毓可靠性和自動化程度高,操作簡便;易於 維修。電控係築的主要要求:
a.能夠對各溫度值進行測量、顯示、並能根據設
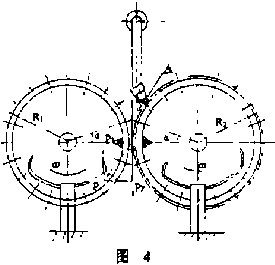
三、SYB-B型數控中藥丸包裝機工作原理
SYB-B型機的結枸原理圖見圖2.原理是:電機 ⑴通過減速機⑵.鏈輪(3)傳動鏈(4),鏈輪⑴將 動力傳到擠出機蠟杆(6廿由料鬥(7)喂人的顆粒蠟 料被蠟杆擠出經模口⑼、製成蠟帶(10),蠟帶由互相 齧合的凸模(11),與凹模(12)製成半球形蠟殼,藥丸 分布器(13)中的藥丸經分丸盤(14)、漏管(15),經天 菌裝置(1可進入半球形蠟殼中,在對稱分布的一對 凹模(12).相交接觸的部位,兩個含藥丸的半球形蠟 殼被擠壓合成蠟丸(17),同時切此蠟帶使蠟丸垂落 到輸送帶(18)上,蠟丸(17)經風速裝置(20),將未包 入藥丸的空殼剔除.
剔除蠟殼送藥丸壓合等工序的傳動係統是由選 進電機(21),鏈傳動係統(22)、(23)與齒輪係統 (24), (25)構成的加熱器(26)、(27)及傳感器(28)、 (29)及歩進電機(21)是由微機(30)控製的,直機中 編人工藝工作要求的程序軟件.因此,該機設置於 手動控製係統及有自動控製程序操縱係統.

我們研製的SYB-B型數控中藥丸包裝機,在 總結前人經驗與教訓的基礎上利用兩年多時間研製 成功一台合乎衛生要求、自動化程度較高,效率成倍提高的機電一體化SYB-B型數控中藥丸包裝機.
首先依據塑料擠出機蠟杆輸送物料原理設計並 研製成功,輸送蠟料的非標蠟杆;
其次,根據塑料擠出模具的理論,設計並試製成 供蠟帶口模模具;並且一個模具內的二條蠟帶.通過 微調達到出蠟帶等速前進.
該型機所用紫外滅菌燈管采用82年由北京電 光源研究所研製無臭氧滅菌燈,對機內空氣講行連 續滅菌處理.對關鍵技術攻關解決,
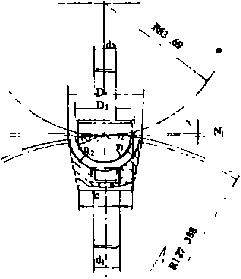
四、蠟売成型原理
上凸模輪與下凹模輪勻速相對浪動.蠟帶在兩 滾輪間通過,蠟帶經滾壓進入凹模型腔形成半球形 蠟殼,並隨同凹模輪順時針轉動,兩凹模輪以3角 速度勻速相對浪壓:R,=R2,當毎對蠟殼隨凹模輪轉 位3角時,藥丸A開始定時進入蠟殼內,如圖4所 示.再經a角時受P*P,兩個浪壓力作用蠟殼將藥丸 緊密地封裝.封裝的牢固與靖的粘度有關,蠟料的 粘度指示應符合相應的技術要求.
如圖5所示,蠟帶在笹壓過程中機頭箱始終恒 溫在34 ~ 36C條件下,才能使製靖殼韓定進行. 盡管物料的變形主要是長度方向上的延伸,恒隨著 厚度的減少其寬度也有一定的増加,在達到cd截麵 後,寬度便不再増加.在這個區域內,物料的運動速 度低於浪壓輪的線速度.這種現象叫做物料對壓幅 的超前,或為短前區.對於靖料來說超前係數可 取1.3左右,考慮到翹前係數的影響,浪壓輪包裝的 生產能力計算應以下式表示:
G=60v.h,b.r.p (I)
式中:c——生能力(千克/小時J; v——浪壓輪線 速度(米,分),b——浪壓半成品蠟帶寬度(米); r——物料滾壓後的重度(千克,米);h——滾壓半成 品厚度(米);p一超前係數取(1.2 ~ 1.5).
P值應根據蠟殼規格小取小值,蠟殼規格大取大值.
包裝藥丸產量:
Pg=G,G ( 2)
式中:——蠟殼產量(米/小時):G——生產 能力(千克/小時);©— 毎個蠟殼重量〔千 克/個}.
SYB-B型數控中藥丸包裝機設計產量1500 丸/小時至3600丸/小時、經過試運行達到設計要求.
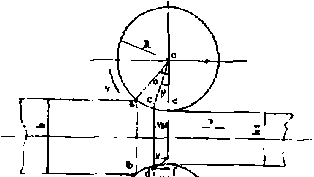
圖5
五、控製係統設計與應用
控製原理框圖略,電揑係維主投單元由8031 單片機構成,本係統采用了兩片8031單片機,各負 其責並行工作.
單片機I是檢測單元,它對七點溫度值進行遂 回檢測,蛆過多路轉換開關,依次對各點待測溫度進 行検測、並把測量值經過軟件數字濾波、標度變換, 轉變成o-ioot溫度值,送到鎖存器鎖起來、開發 給8031 n 一個信號、通知8031 n以溫度值.
8031 n是一個控製單元,它接收8031 I送來 的各點溫度值,並通過緩衝器讀取相應各點溫度給 定值,二者比較後得岀一個差值、這個差值作為溫度 揑製的依據.
在控溫方式上,采用調動方式,即以十秒為一個 周期,控製在一個周期內中控矽導通的波關數,即達 到控溫的目的,在-•個周期內導通的波頭數,是由控 溫調節算法的堵果決定’
揑溫功率為:p = n/Np ( 3 )
式中:P —— 實際控溫功率;P——可控矽全導 通時控溫功率:N——百個周期波頭數;n— 一個 周期導通波頭數.
采用.調功-揑溫方式的優點是電壓波形為完整 的正弦波,沒有波形畸變,不會產生,電網公害.、另 外實現控製比校簡單、精度也校高,
為了保證係統在潑生故障時仍能工作,係統還 有一套手動控製裝置.由轉換開關切換.手動與自 動部分各有一套電源裝置互相獨立、因而、雙方互不 幹擾、不會因某種故障引起全機停止工作.
軟件設計用匯編語言編寫、變成二進製機器 碼,寫入程序存貯器.
在程序設計中釆用了模塊的設計、把程序按功 能分塊、如顯示子程序,初始化子程序、56迅子程 序、溫度測量子程序,波波子程序,標工變換子程 序、調節算法子程序及複位判斷子程序等,由於程 序模塊化、因而、程序可讀性強.易於修改和査找故 障.編程簡單.
六、結論及今後改進意見
該機於1994年12月通過省科委主持的科技成 果鑒定.填補國內空白,,屬國內鎮先水平.
〈.采用機電一體化設計.使結構緊湊,機械零件 少成本低;製造周期短批it生產快.
d.電控係焼較先進,可實現設計的要求,由於釆 用計數器及徴型打印機便於生產管理.
'a.由於時間倉促非主要■件加工粗糙、局部結 構設計有待卒後完善.
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:自動包裝機試車初探
- 下一篇:旋轉式真空包裝機的研製
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器