谘詢電話
ENGLISH0755-88840386多工位全自動紙卷包裝機的創新設計
發布時間:2020-08-18 09:34:41 |來源:網絡轉載
紙和硬紙板被稱作"軟鋼材",其生產製造,消費速率和人民國民生產總值的增速非常。經濟發展的發展趨勢將為在我國造紙行業發展趨勢出示強有力支撐點,依據紙及硬紙板消耗量指數值與GDP指數值的相關分析,並綜合性考慮到危害社會經濟發展趨勢的相關不確定因素和有關產業鏈的發展前途,造紙行業未來市場發展趨勢室內空間寬闊。但在我國造紙造紙工業技術設備的科學研究.開發設計.生產製造平均水平依然較低。技術實力與海外對比差別非常大,大中型優秀造紙造紙工業技術設備基本上徹底借助進口。
國家發展和改革創新聯合會對造紙工業產業鏈推行製造行業準入條件規章製度,規定造紙工業產業發展規劃要完成規模效應.突顯起止經營規模。在建.改建造紙工業新項目一條生產流水線起止經營規模規定做到:白報紙年產量30萬噸級.文化藝術用紙年產量1。萬噸級,箱紙板和白紙板年產量30萬噸級.別的硬紙板新項目年產量10萬噸級。一台傳統式的自動式紙卷包裝機難以考慮一條生產流水線的規定,這對紙卷包裝機的生產節拍明確提出了迅速的規定。
多工位全自動紙卷包裝機關鍵由踢紙器.秤重對中係統軟件.接紙器.工序移動車係統軟件.放紙係統軟件.送紙係統軟件、壓邊係統軟件.切紙調膠係統軟件.內不鏽鋼封頭置放係統軟件.壓合合係統軟件.外不鏽鋼封頭置放係統軟件.貼上標簽係統軟件.液壓機氣動控製閥及自動控製係統構成,所述各係統軟件根據自動控製係統傳送數據信號操縱各作用汽缸,液壓缸及電動機並推動各組織 姿勢,進行紙卷的包裝全過程。現階段我企業開發設計的多工位全自動紙卷包裝機生產節拍做到120卷/鍾頭,在中國處在製造行業優點影響力.中國暫未競爭者。但在國際性上其競爭者較多,有德國Metso.Saimatec,Raumaster,法國Voith,日本國Maruishi等企業,她們大多數生產製造曆史時間較長,比較之下具備技術性’管理方法,工作經驗上的優點。在其中對大家最具威脅的就是德國的Mets。企業,該企業技術性深厚,國外市場信用度高.包裝節奏快,做到180卷/鍾頭,一些造紙廠的工程項目關鍵選用其商品。
根據對多工位全自動紙卷包裝機應用生產廠家的電話回訪,及其比照我企業的紙卷包裝機和海外優秀全自動包裝機的特性,發覺危害多工位全自動紙卷包裝機生產節拍的關鍵要素是包裝袋張力傳感器不理想化,非常容易產生包裝袋斷紙.紙卡狀況;壓合合係統軟件機器設備液壓機操縱的可靠性不足,促使旋轉和壓合速度都不可以太快,旋轉速率太快非常容易促使聲卡機架振動大,危害機器設備使用壽命.壓合速度太快非常容易產生炸包狀況.
張力傳感器的創意設計
多工位全自動紙卷包裝機原張力傳感器計劃方案如圖所示1所顯示,在放紙架4上設定一個卡盤式刹車,該製動係統由磨擦盤1及支撐力製動鉗2和刹車踏板製動鉗6構成,磨擦盤1固定不動於放紙架4上,與紙卷錐頭同軸輸出。製動鉗2和刹車踏板製動鉗6固定不動在放紙架4的支撐架主梁,各自放置磨擦盤一兩邊。在送紙輻6和壓輻7的功效下,帶動包裝袋5作開卷健身運動,根據張氣力缸3的氣路工作壓力,來操縱製動鉗2與磨擦盤1中間造成的滑動摩擦力,完成支撐力的操縱。刹車踏板製動鉗6起刹車踏板功效,送紙時開啟.終止時夾持。
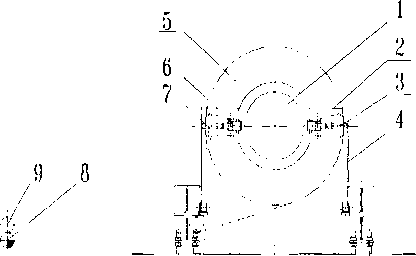
圖1多工位全自動紙卷包裝機原張力傳感器計劃方案
1.磨擦盤2.支撐力製動鉗3.張氣力缸4.放紙架5,包裝袋6.刹車踏板製動鉗
7.剝車氣紅8.送紙輻9.壓紙輾
自動式紙卷包裝機的包裝為一個中斷的全過程,包裝袋起停經常。尤其是大紙卷時,其慣性力矩十分大,啟動衝擊性大非常容易產生斷紙狀況。以便確保持續紙隻能增加開機時間,而刹車踏板時非常容易對紙芯導致毀壞,進而紙芯與換紙軸跑偏,使包裝袋處在無法控製情況.非常容易產生紙卡狀況,危害生產節拍。而且伴隨著包裝全過程的開展,紙卷愈來愈小,規定職工依據紙卷的尺寸調整張氣力缸的工作壓力,自動化技術水平低。
設計理念是:選用電動機取代原先的氣動式支撐力刹車片,運用軟啟動器完成恒張力控製。
張力傳感器的目地便是完成包裝袋上的支撐力穩定,軟啟動器能夠 根據二種方式做到目地:一種是根據操縱電動機的轉速比來完成;另一種是根據操縱電動機輸出轉矩來完成。
速率方式下的支撐力閉環控製係統是根據調整電機額定功率做到支撐力穩定的.最先由包裝袋的角速度和鋼絲繩卷筒的卷徑即時測算出同步配對頻率命令,隨後根據支撐力檢驗設備意見反饋的支撐力數據信號與支撐力預設值組成PID閉環控製,調節軟啟動器的頻率命令,使開卷電動機的轉速比和包裝時的角速度精準的同步.
轉距方式下的支撐力開環控製,不用支撐力檢驗意見反饋設備.就可以得到平穩的張力傳感器實際效果,構造簡易.實際效果不錯。但軟啟動器需工作中在閉環控製矢■操縱方法,務必安裝限速電動機或伺服電機,便於對電動機的轉速比做精準測量意見反饋.
轉距方式下的支撐力閉環控製係統是在支撐力開環控製的基本上増加了張力反饋閉環控製調整。根據支撐力檢驗設備意見反饋支撐力數據信號與支撐力預設值組成PID閉環控製調整.調節軟啟動器輸出轉距命令,那樣能夠 得到更高的張力傳感器精密度。其張力計算與開環控製同樣。
速率方式下的支撐力閉環控製係統和轉距方式下的支撐力閉環控製係統效果非常的好.高精度.但成本增加.自動式紙卷包裝機對包裝袋支撐力的規定不高.選用轉距方式下的支撐力開環控製就能満足規定,因此 在本設計方案中釆用轉距方式下的支撐力開環控製.
不論是轉距方式下的支撐力閉環控製係統還是開環控製都必須開展轉距的動態補償,多工位全自動紙卷包裝機的包裝為一個中斷的全過程,包裝袋起動終止經常.在幾秒鍾內必須進行一個從靜止不動加快1m/s上下隨後降速直至終止的一個循環係統.這促使轉距的動態補償特別是在關鍵。如果不開展補償.將出現啟動支撐力偏大,終止時支撐力偏小的狀況。
全部包裝全過程中.最先是起動要擺脫滾動摩擦力所造成的轉距.通稱靜摩擦轉距.靜摩擦轉距隻在起動的一瞬間起功效;一切正常運作時要擺脫滑動摩擦力造成地滾動摩擦轉距,滾動摩擦轉距在運作之中一直都存有,而且在低速檔.髙速時的尺寸是不一樣的,必須開展不一樣尺寸的賠償;係統軟件在加快.降速,終止時為擺脫係統軟件的慣量.還要開展相對的轉距賠償,賠償的量與運作的速率也是有相對的占比關聯。在不一樣線速度的情況下.賠償的指數是不一樣的.即加快轉距.降速轉距,終止轉距;終止時,尤其是大紙卷時.其旋轉慣量十分大.假如采用立即刹車踏板的方式.紙芯非常容易毀壞,導致紙芯與換紙軸跑偏,支撐力不可以精準操縱,因而采用勻降速至終止的一個操縱全過程。
轉距的動態補償計算方法以下所顯示:
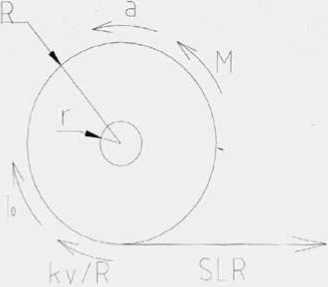
Ja=M+SLR-kv/R-ToM=Ja-SLR+kv/R+To
M=\#+SLR+星+烏
式中:M-電動機輸出扭矩,N-m
R-包裝袋卷半經,由感應器精確測量得到,m
r-包裝袋芯半經,取0.038m
L-包裝袋卷總寬,由客戶鍵入.m
P~~包裝袋卷相對密度,kg/n?
JtcL機器設備樞軸和電動機慣性力矩參量根據測算得到為1.38kg/m2
a~瞬時速度,根據旋轉編碼器測景得到,m/s2
S-設置包裝袋的支撐力,N/m(一般為100N/m上下)
k-滾動摩擦轉矩參量,取0.9
v—包裝袋的速率,m/s
Tl起動扭矩,取15.89N.rn
熱壓合係統軟件的創意設計
危害包裝節奏的另一要素是壓合合係統軟件機器設備液壓機操縱的可靠性不足。壓合合係統軟件是卷包裝紙盒的最終一道工藝流程,它的功效是將塗層外不鏽鋼封頭紙加溫後,黏貼於紙卷的兩邊,隨後對紙卷端包裝一部分壓合成型,做到好的包裝實際效果。壓合合係統軟件關鍵由聲卡機架.晃動台.上下加溫盤,液壓油缸及其編號設備等幾大型部件構成。聲卡機架為該一部分別的構件的輕載支撐點組織 。它關鍵由左.右聲卡機架,液壓油缸釵座.帶座軸承和矩形框中空槽鋼等構成。加溫盤股票盤麵為環形,安裝在晃動台子上,在液壓油缸的牽引帶下沿滑軌向中間看齊或向兩側分離而進行壓緊不鏽鋼封頭紙。它關鍵由離合器壓盤體.隔熱板.電腦主板.加溫體.無動力風帽.控製麵板.排風扇.扁軸以及帶座軸承構成。離合器壓盤體是離合器壓盤設備的支撐點行為主體,另外設立進風腔.加溫腔,隔熱板等。加溫盤反麵設立排風扇,排風扇固定不動在挪動窗框上,其吸出風口與加溫盤後背管理中心排風口聯接;當離心風機起動後,離心風機根據進風腔.通風風管.無動力風帽與控製麵板可將紙卷外不鏽鋼封頭吸附在控製麵板上。晃動台是加溫盤和離心風機運動的媒介。它在液壓油缸的牽引帶下,推動加溫盤晃動,使加溫盤進到或是撤出生產流水線。晃動台關鍵由左.右晃動架和構造梁構成。液壓油缸是加溫盤水準挪動.晃動及卷紙頂端壓合成形的驅動力。編號設備根據同步皮帶與加溫盤相接,對加溫盤的挪動記數編號,根據編號設備得出的數據信號來操縱液壓傳動係統,進而使加溫盤迅速挪動隨後慢速度貼近包裝袋卷。因為壓合合係統軟件應用液壓機驅動器,其特性與液壓傳動係統息息相關。
液壓傳動係統具備以下優勢:
在同樣輸出功率狀況下,液壓機實行元器件體型小.重量較輕,結構緊湊。比如同輸出功率液壓馬達的淨重約僅有電機的1/6上下;液壓傳動係統的各種各樣元器件,可依據必須便捷、靈便地來布局;液壓控製閥工作中較為穩定,因為重量較輕.慣性力小.反映快,液壓控製閥便於完成快速開啟'製動係統和經常的
換相;控製操縱便捷,可完成大範疇的無極變速(變速範拇達2000:1),它還能夠在運作的全過程中開展變速;一般選用礦物質機油為工作中物質,相對速度麵可自主潤滑,使用期長;非常容易完成勻速直線運動,旋轉健身運動;既易完成機械設備的自動化技術.又便於完成過壓保護.當選用液壓協同操縱乃至控製係統後,可完成大負裁.高精密.遠程控製自動控製係統;液壓件完成了規範化.通用化.實用化.有利於設計方案.生產製造和應用'
其缺陷也比較突出,液壓傳動係統不可以確保嚴苛的減速比.它是因為齒輪油的流體密度和泄露導致的:工作中特性易受溫度轉變的危害.因而不適合在很高或很低的溫度標準下工作中;因為液體流動性的摩擦阻力損害和泄露很大,效率較低:假如處理方式不正確,泄露不僅環境汙染場所,並且還很有可能造成火和爆炸事件;以便降低泄露,液壓件在生產製造精密度上規定較高.因而它的工程造價高,且對液壓油的環境汙染較為比較敏感;液壓傳動係統必須有獨立的電力能源(比如電動液壓泵),液壓機能否像電磁能那般從遠方傳出,檢修工作中較繁雜,必須有較高新技術的工作人員檢修,K8凯发大酒店天生赢家培訓液壓機專業技術人員的時間較長:液壓傳動係統設備出現常見故障時不容易查證緣故,不容易快速清除:齒輪油溫度的轉變.對傳動係統工作中的可靠性有一定的危害;液壓傳動係統中各工作中零件生產製造精密度規定較高:為避免 滲油及其為考慮一些特性上的規定.液壓件生產製造精密度規定高,給應用與維護保養產生一定前難.
液壓傳動係統的所述缺陷促使壓合合係統軟件機器設備的可靠性術夠.導致壓合盤壓合和旋轉的速率轉變。速率更快後促使壓合時非常容易產生炸包狀況..旋轉時衝擊性大.振動顯著危害機器設備使用期。這促使運作時迫不得已減少速率.用放棄節奏的方法獲得機器設備的可靠性.假如依然選用液壓傳動係統的方法.並確保生產節拍.這就必須在原先的液壓傳動係統基本上増加意見反饋設備.產生閉環控製係統.這促使它的工程造價十分高,而且調節時間長.檢修工作中較繁雜.必須有較高新技術的工作人員。而且液壓傳動係統的高效率低.耗能大,維護保養成本增加.維護保養不方便,非常容易產生滲油狀況.
根據數據分析液壓傳動係統和電機傳動的優點和缺點,創新能力的明確提出應用電機傳動取代液壓傳動係統來提升壓合合係統軟件機器設備的可靠性.進而提升全自動包裝機的生產節拍的方式 .
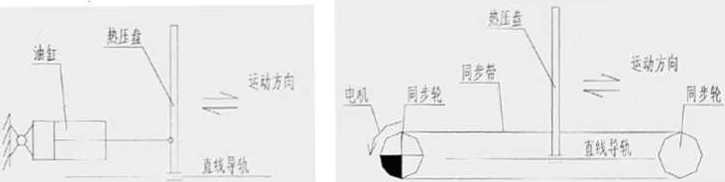
壓合構造如圖2所顯示。旋轉構造如圖所示3所顯示。
改善後的構造
圖2壓合構造
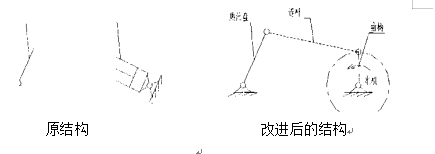
圖3旋轉構造
選用電機傳動具備以下優勢:.
機器設備低成本;運作姿勢精確,可靠性高;安全係數不錯;運作速度更快,節奏快,壓合盤不需每一次都倒退及時,可依據紙卷的規格型號停在一安全性部位等候,節奏更快;維護保養簡易,基礎不用維護保養;應用低成本,耗能低。曆經細心測算壓合電動機的輸出功率為兩個9.2mW,而液壓油泵電動機的輸出功率必須30kW.旋轉電動機的輸出功率為15kW,而液壓油泵電動機的輸出功率為45kWo而且電機驅動器的壓合盤係統軟件中電動機僅有在運作時工作中,而液壓油泵的電動機必須長期性工作中。
曆經對包裝袋支撐力的操縱方法,及其在壓合合係統軟件中選用電機傳動取代液壓傳動係統這一係列提升,使多工位全自動紙卷包裝機的可靠性大幅度提高。曆經具體檢測全自動包裝機的生產節拍做到180卷/鍾頭,做到國際性優秀水準。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器