谘詢電話
ENGLISH0755-88840386多功能枕式包裝機自動定位控製係統的研究
發布時間:2020-08-18 09:44:54 |來源:網絡轉載
1前言
多功能枕式包裝機是一種包裝作用很強、融入多種多樣產品,多種多樣規格型號包裝的回轉式包裝機械設備。在包裝中,因為包裝製品I•.包裝印刷的精準定位色標卡在包裝印刷中存有常見故障和偏差、包裝製品的拉申及其包裝設備運作中的起伏、影響等多要素的危害,包裝製品上預訂的封切位置有可能偏移恰當部位,造成精準定位偏差。以便清除偏差做到恰當精準定位封切的規定,包裝設備的設計方案務必考慮到全自動精準定位。釆用的精準定位方式 ,大多數是依據包裝製品的精準定位色標卡,運用光學精確測量操縱包裝製品的傳輸速度來完成的。多功能枕式包裝機進行持續供紙和持續成型製袋、填充、密封。依據持續包裝規定,運用勝敗式偏差賠償是最好是的可提供選擇的方式 之一。
2係統構成及原理
2.1係統構成
圖1為係統軟件設備總體平麵圖。其包裝全過程如下:包裝袋從鋼絲繩卷筒1引出來,經反射麵光學頭2再由成型器5成型和牽引帶輻6,縱封輻7做成筒袋,已填充包裝袋的筒袋由整形美容輸送皮帶運輸,經旋轉輻不鏽鋼封頭8橫封和斷開排出來製成品。過程控製係統一部分是:主電動機M|經變速後將傳動係統傳到橫封,轉動軸推動橫不鏽鋼封頭8旋轉.並使封切後包裝製成品分離。另一路經調速組織 12後,推動包裝袋走刀係統軟件。包含牽引帶糧輪,縱封規輪和送紙相。操縱超越離合器電動機M3能夠進一步更改主電動機M]發送給包裝袋走刀係統軟件的速率,運用跨越電動機M3工作中與不工作中時對包裝袋走刀係統軟件速率的一進一退賠償方式 來確保全自動精準定位。調整交流伺服電機M2能夠操縱無極變速組織 15的調速比,獲得需要的袋長。最終一路經差動保護組織 19到勾爪運輸縫。差動保護組織 19來調整勾爪輸送鏈條與橫不鏽鋼封頭的同歩。
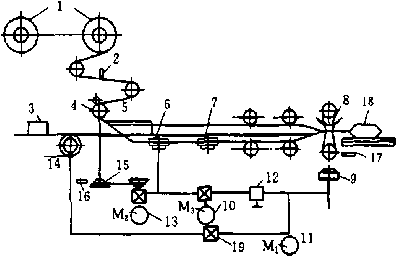
a1傳動裝置示意圖
1,紙卷2.反射麵光學頭3.周轉材料4,送紙輻5.成型器6.牽引帶強輪7一縱封犠輪8.橫不鏽鋼封頭9,不勻速組織 10.跨越裏合器電動機及茬動組織 11主電動機
12.無級變速箱13.m電動機14,輸送鏈條15.變速組織 16.送紙光電開關17.封光電開關18.製成品19,勾爪差動保護組織
2.2原理
因為多種多樣產品多種多樣規格型號的包裝必須,包裝製品袋長短是轉變的,設備工作中時最先依據規定輸入需要的包裝紙袋長(通稱設置紙長L。),主電動機Mi在無包裝紙袋上運行時,能夠依據橫封刀片切封,周期時間記作T”,送紙輻的旋轉周期時間記作T統,來間接性測算封切長短Lx=wDT”/T紙。將L.與設置紙長Lo較為,操縱交流伺服電機M2的旋轉方位與旋轉視角,確保封切獲得所必須紙長。
所述無紙調節完畢後,設備換紙工作中,進到有—19—紙調節情況。為保證包裝袋傳輸速度與封切速率完全一致,運用雙光束光學頭檢驗包裝袋精準定位色標卡,來精確測量包裝袋送紙周期時間,記作T光,與橫封刀片切封周期T,,較為,確保基本一致。並使T光略大Th,即紙傳輸速度略慢於紙封切速率,以確保勝敗工作中全自動精準定位的必須。
有紙調節進行之後,設備進到跨越離台器工作中環節,通稱跨越工作中。多種多樣要素使包裝袋的運輸速度橫封切速率不同步而造成封切部位的誤差必須隨時隨地給予校準,持續地開展偏差賠償。綜合性偏差是一個自變量,可是針對具備較高品質和包裝印刷精密度的包裝製品而言,在一定的包裝速率下,這一偏差在檢驗的每個短周期可以維持在不大的範疇內。那樣就能根據手機定位係統按時地(每袋一次或每幾包一次)精確測量和較為送紙速率和切封速率及其它們在相位差匕的轉變,並輸岀相對的賠償量來賠償。但它不太可能徹底清除偏差,很有可能賠償過度,也很有可能不夠,此次偏差即便清除了,下一次還會繼續出現。因而,設計方案時係統軟件一直使包裝袋落後,出現負偏差,讓超越離合器工作中;離合工作中後包裝袋將超前的,出現正偏差,終止超越離合器工作中。這般循環係統,正負極更替,超越離合器姿勢、不姿勢更替工作中,確保包裝袋的斷開位置在恰當部位周邊顫動。這類使包裝袋一進一退來做到持續精準定位的方式 ,稱之為“勝敗式”全自動精準定位方式 。
3自動控製係統的硬件開發
多功能枕式包裝機自動定位控製係統硬件配置構造如圖2所顯示。本係統軟件釆用AT89C51單片機設計操縱,根據功能鍵實際操作自動控製係統運作。根據設置/啟動鍵與+、-鍵來設置包裝製品的包裝袋子長,並應用24C01電可擦掉可編程控製器儲存器儲存設置紙長。128X64的液晶顯示屏LCD顯示器,顯示信息全自動包裝機生產商的廣告宣傳內容,係統軟件自校狀況,操作提示及其運作工作中的一些主要參數(包含設置紙長、工作中紙長、包裝速率、偏差尺寸和符號等內容)。
自動控製係統釆用模塊化設計構造,關鍵有CPU控製模塊、電腦鍵盤與鍵入感應器工作中LED顯示信息控製模塊、液晶顯示屏LCD控製模塊、24C01存儲芯片、MAX813LUP監管電源電路控製模塊、MAX202與RS—232接口電源電路控製模塊、光學數據信號DI精確測量控製模塊以及DOplc模塊構成。
CPU與外界輸入原出通信接口選用光學防護全懸空技術性。專用型UP監管電源電路MAX813L,含有—20—
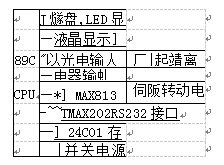
圖2多功能枕式包裝機光學手機定位係統硬件配置構造
通電校準、開關電源監控看門狗1等作用。為了確保能在極端的辦公環境下長期性安全性高效率平穩的運作。
4自動控製係統軟件開發
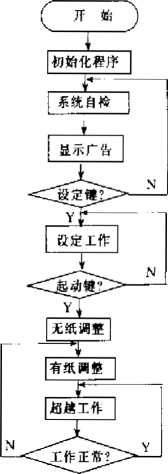
操作程序如圖所示3所顯示,依據自動控製係統的作用特性選用模塊化設計構造製圖軟件。按作用分為係統軟件自校、宣傳廣告、紙長設置、無紙調節、有紙調節、跨越操縱、鍵盤顯示等控製模塊。分複位、紙長設置、無紙調節、有紙調節、跨越工作中五個全過程。
當係統軟件接電源後,最先實行係統軟件自校工作中,隨後顯示信息生產商、企業名、詳細地址、商品特性、表明等一些廣告宣傳性內容。當按住紙長設置鍵時,進到紙長設置工作中程序流程。由交互健開展紙長設定,設定進行後啟用紙長儲存程序流程,將該設置儲存到e2ram中記憶力,便於下一次啟動當紙長設置沒有轉變時不用再次設置。
進行紙長設置後啟動主電動機M|,進到無紙調節情況,根據精確測量包裝袋傳輸速度與橫封切割刀速率來測算包裝袋長。較為包裝袋長與設置紙長,依據彼此之間的偏差,操縱交流伺服電機的旋轉方位與旋轉視角,做到二者速率一致的操縱規定。在係統軟件無紙調節全過程中,由於沒有具體送紙,進而沒有一切包裝袋的消耗。無紙調節進行後,上包裝袋進到有紙調節程序流程,用反射麵光學頭對淮包裝袋的色標卡來立即精確測量包裝袋速率,與橫封切割刀速率對比開展進一步的細致調節,保證送紙速度周轉材料傳輸速度一致。在該有紙調節全過程中,由於是在無紙調節進行的基本上開展的細調,調節所需時間較短,包裝袋消耗少,考慮設計方案規定。
有紙調節進行後,全自動進到跨越程序流程,為確保切封時包裝袋切封部位在色標卡處,必須精確測量切封相位差。依靠跨越離舍器的兩位工作方式,操縱相位差恒定不會改變確保切封部位的平穩。
係統軟件釆用模塊化設計構造,設計方案新穎,操縱完備,主要參數具備斷電維護作用Q液晶顯示屏一目了然形象化,對毎一步及下一步實際操作都是有提醒協助作用,簡單化了實際操作,提升了高效率,緩解了包裝紙消耗。減少了職工繁雜的勞動效率,提升了包裝的品質與速度。
5結語能夠運用於各種各樣食品包裝材料機械設備的全自動精準定位操縱。曆經具體運作說明,係統軟件工作中靠譜、精準定位簡易、精確、實際操作便捷。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器