谘詢電話
ENGLISH0755-88840386交流伺服控製在YB95條外透明紙包裝機上的應用
發布時間:2020-08-18 11:35:02 |來源:網絡轉載
0前言
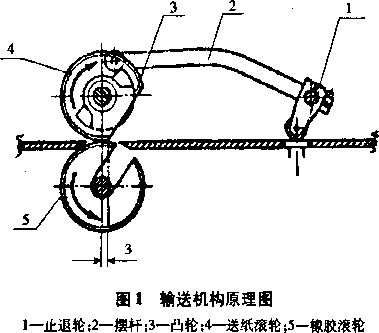
卷煙包裝時YB95條外透明紙包裝機的外透 明紙展開切割及輸送部分原機采用機械式傳動的 工作原理。其中透明紙的展開部分主要由扇形送 紙滾輪(見圖1)將透明紙壓緊在橡膠輾輪上,旋 轉時靠壓緊產生的摩擦力將透明紙進行軋送,這 種設計使切紙時有適當的停頓間隙,但同時也有 一定的缺陷。當橡膠滾輪工作了一定時間後,不 可避免地會產生磨損,而且四個橡膠滾輪磨損程 度又不一致,這就使得透明紙在輸送過程中產生 起皺,歪斜等弊病,包裝出來的條包出現熱封位置 不當,包的太鬆,透明紙裹包時歪斜等一係列故 障。止退滾經過一段時間的運行,滾輪上的橡膠 產生磨損,與之對應的壓紙塊產生間隙,摩擦力減 小,使透明紙在正常運行時發生脫落現象,造成停 機等故障。
另外,當硬包外形尺寸發生變化時,由於送紙 滾輪的獨特設計,這就使得為滿足硬條尺寸所需 長度而相應改動送紙滾輪的圓弧長,止退滾的放 紙,壓紙時間,U型刀的切割位置等部位,操作起 來比較繁瑣,而且機車開動起來後也不一定能一 步到位,還得反複調整。
由於傳動原理及結構的原因,透明紙在展開 切割、輸送過程中容易產生紙偏移和長度變化等 現象,直接導致包裝後的透明紙封口跑動、拉線錯 位等質量缺陷。該部位的穩定性仍然是影響設備 有效運行和質量保證的主要原因。
針對原係統傳動的缺陷,采用了交流伺服控 製,從而實現提高係統整體的穩定性,減少設備的 故障率,以及操作維修更加簡單化。
1交流伺服控製的基本原理
目前,基於稀土永磁體的交流永磁伺服驅動 係統,能提供最高水平的動態響應和扭矩密度。 在包裝生產線的發展中,控製與集成產品/技術發 揮著越來越重要的作用。為了實現更高速、更柔 性化的生產目標,傳統上由機械部件完成的功能 現在越來越多的是由伺服係統來實現。
交流伺服係統'主要由無刷電機、伺服驅動器 等部分組成,伺服驅動器與伺服電機一起構成具 有自動控製調節功能的執行單元,定位精確,且具 有高轉矩特性和同步跟蹤性能。交流伺服係統是 一個多閉環控製係統,一般都包括相位控製、電流 控製、速度控製三個閉環⑴,輸出釆用脈寬調製 (PWM)方式,控製IGBT元件驅動電機,係統框圖如圖2所示。伺服驅動係統采用速度環和位置環 嵌套的閉環控製,每個環路由伺服係統的伺服控 製器自己進行控製,並利用數字量和數學模型保 證控製係統的精度。
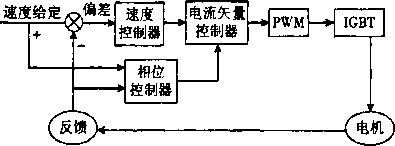
圖2交流伺服控製係統框圖
2改進YB95條外透明紙包裝機透明紙輸送部分
具體改造方案如下:
- 以螺旋膠輪傳送替代原有的扇型滾輪傳 送,取消停止刹車輾,由伺服電機直接控製螺旋膠 輪傳送。
- 選用施耐德Twin Line係列-TLC 63伺服 控製器。TE Twin Line伺服控製器配合SER伺服 電機使用,適用於8 kW以下的許多工業運動控製 場合。該伺服控製器包括可編程運動控製器功 能,除對電機控製外,還適用於包括輸入和輸出與 軸的運動同時進行處理。運動曲線可以自由定 義,並可與外部事件同步進行。GD包裝機組的輔 機主電機功率為4 kW,伺服控製器自身的可編程 定位控製功能將螺旋膠輪傳送與主軸的傳動同時 進行控製。
- 改造原YB95操作麵板,加入伺服控製係 統操作按鈕和指示燈。其中操作按鈕包括故障複 位按鈕、斷電複位按鈕及彩膜膜標定位的幾個按 鈕,指示燈包括伺服係統故障L1、壓紙輪開啟12 和準備就緒指示燈13。操作按鈕和指示燈連接線 分別通過兩個多芯插頭連接到伺服控製器的控製 端子的輸入端和輸出端。
3工作原理
(1)當GD包裝機組係統啟動,DC24 V送給 伺服控製器控製端電源時(見圖3),此伺服控製 係統才能開始工作。先將透明紙手動輸送到螺旋 膠輪下,關閉壓紙輪開關,壓住透明紙(壓紙輪開 關控製氣缸的通斷氣,以完成壓紙輪的壓下和抬 起動作),使得傳感器SP1檢測到壓紙輪到位檢測 片。按下操作麵板的外包材料脫機/聯機控製按 鈕3S525,將透明紙輸送係統與主傳動脫開,盤動 . 222 .
手盤輪直至切成等長的透明紙,再盤一個周期即 到達透明紙旋轉切刀剛切紙時的位置,讓旋轉凸 輪檢測到初始相位傳感器SP2,這是調整走紙的起 始位置,這個相位比較重要。打開3S525,與主傳 動聯機,以上是此伺服控製係統工作的外部必要 條件,通過控製器的可編程功能實現。
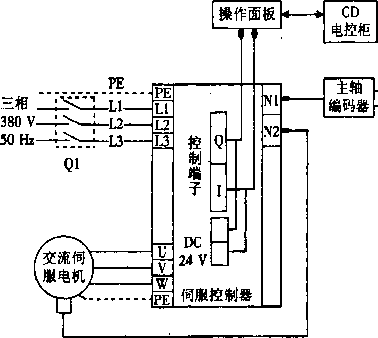
S3電汽控製係統原理圖
- YB95條外透明紙包裝機運行後,主軸編 碼器跟蹤主軸位置,控製伺服電機嚴格跟隨主軸 同步運動,主軸轉動一圈,伺服電機帶動透明紙向 前展開一個定長,然後進行切割。伺服電機同軸 配備電機編碼器向驅動器反饋信號,用速度跟蹤 的方式來實現舊係統中齒輪齧合功能。從而實現 了位置環和速度環嵌套的閉環控製。
- 當透明紙輸送部分出現故障後,該伺服係 統輸出一個停機信號,此信號的輸出端與YB95條 外透明紙包裝機原機的條外透明紙堵紙檢測 3S518並接,輸入到GD電櫃的Nil-9點一個高電 平⑵,控製主傳動停止運動,並顯示紅色信息“CV 外包材料堵塞”。如螺旋壓紙輪抬起時,檢測傳感 器(SP1)沒有檢測到檢測片,這時壓輪開啟紅色指 示燈(L2)亮,伺服係統停止工作,輸出停機信號。 若伺服控製器輸岀有故障,紅色故障指示燈(L1) 亮,輸出停機信號。
- 伺服控製器出現故障,按複位按鈕(3B4) 消除故障,但有幾個故障不能複位。需要按斷電 複位按鈕Q2,進行強製複位。可以根據控製器自 帶顯示屏的顯示數碼來判斷故障原因。
- 此係統還增設了彩膜包裝的功能。對於 彩膜包裝主要是對膜標定位進行精確控製,以實 現彩膜圖案與煙盒圖案精確重疊的目的。首先,將彩膜功能選擇開關3B5扳到開的位置。按膜標 搜索按鈕(3B1),伺服電機開始運轉,當彩膜傳感 器(SP3)檢測到膜標時,伺服電機停止,同時準備. 就緒,指示燈(13)亮。手動盤車,拿走第一張透明 紙,這時機器就可以正常開機。通過膜標向前或 向後按鈕,實現膜標的向前或向後移動。彩膜功 能的獨立控製也是通過控製器的可編程功能來實現。
4改進後的效果
係統改進後的效果如下:
(1)高可靠性。係統采用原裝永磁交流無刷, 電機,該電機為電子換向,工作可靠性高可維護 性好,克服了改造前對四個扇形輪的繁瑣調整,減 少了維修工作量,提高設備的有效作業率。速度 環和位置環的雙閉環的嵌套控製使係統運行更加 穩定,減少了透明紙搭口跑動、拉線錯位等質量缺 陷的發生,提高了產品的質量。
(2)操作簡單。采用氣缸直接控製螺旋膠輪 的抬起和壓下,使手動操作更加簡單化。透明紙 長度的改變可以通過伺服控製器的Twin Line調 試軟件直接進行參數設置來實現。
(3)完善的保護功能。係統具有自診斷、過 流、過壓、過載、堵轉、超速、連線錯誤等完善的係 統實時保護功能,最大限度地降低了係統損壞的 可能性。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器