谘詢電話
ENGLISH0755-88840386一種多規格快遞包裝機的設計
發布時間:2020-08-20 10:03:51 |來源:網絡轉載
0引言
由於傳統的包裝機機械傳動複雜,且速度慢、精度低、包裝品種單一、通用性不好,不能適應日益增長的對包裝多樣化、個性化的需求。傳統包裝人工參與度較大,勞動強度高,且整體包裝的效率降低,不能滿足當前經濟社會發展的需要。因此,基於這些問題上提出一種多規格包裝機的設計,目的在於針對不同的快遞產品進行包裝。
1.工藝過程的分析
因不同快遞之間沒有固定的規格尺寸,要求自動包裝機能夠自動識別快遞件大小,然後進行所需要的紙板切割,再進行快遞件的引入和最後的包裝。快遞自動包裝機的設計工藝流程如圖1所示。
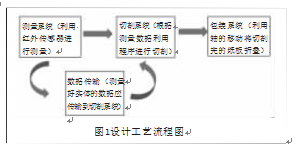
 其中,結構設計上的難點在於需實現測量係統與切割係統的結構聯動。另外還需要巧妙應用已經定位好的紙板位置,將快遞件引入至紙板上,然後才方便後續的包裝封口。否則,需要增設額外的結構來使快遞件進行定位,增加了設計結構的複雜性和設計製造成本。
其中,結構設計上的難點在於需實現測量係統與切割係統的結構聯動。另外還需要巧妙應用已經定位好的紙板位置,將快遞件引入至紙板上,然後才方便後續的包裝封口。否則,需要增設額外的結構來使快遞件進行定位,增加了設計結構的複雜性和設計製造成本。
2.設計結構的三維實現
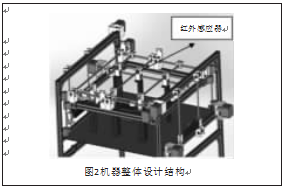
整個機器設計結構如圖2所示,采用分層設計模式,利用多個紅外傳感設備來測定快遞件的長、寬、高尺寸。切刀需根據測定的數據進行聯動。
因要求具有一定的柔性,能根據不同快遞大小進行自動包裝,所用的結構較多且相互之間要協調動作,因此在設計和三維建模時考慮細節上的兩點:
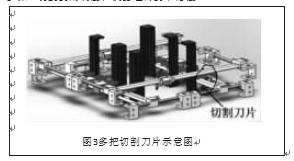
1.在切割係統設計時,需要考慮到在進行切割過程中,刀片不會碰到紅外感應器機構和進行包裝的移動軸,所以需要多把刀來進行切割,如圖3所示。以避免刀片與零件之間的觸碰,以保證切割的精確性和機器運轉的平穩性。
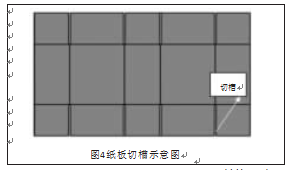
2.需要考慮包裝紙板的厚度進而確定刀片的厚度。因為刀片厚度不夠會導致受力不均,進而使刀片發生抖動,影響到切割的準確性,而且會進一步影響到包裝的密封性。切刀根據紅外傳感器的實測數據,需要在紙板上切出一定尺寸的槽,以方便紙板的後續折疊成豎立邊,正常紙板上通氣流暢,安裝兩組直角進氣消聲彎頭以及兩組帶小型軸流風機的直角排氣消聲彎頭,作為隔聲間換氣時的進、排氣口。
2.3水平風道側麵腰門處的漏氣噪聲處理
將原有的風道腰門更換成內外兩道隔聲腰門,提高其密封性。
3現場噪聲測試以及對比分析
根據國家相關規定以及當地環保局規劃,將2K-60-21-No24型主通風機所在區域規劃為3類聲環境功能區,即晝間噪聲聲級≤65dB(A),夜間噪聲聲級≤55dB(A)。噪聲測試儀器采用AWA6228聲級計精密聲級計。
噪聲汙染治理前,分別於2016年10月15日和11月5日對主通風機設備噪聲進行噪聲測試;噪聲汙染治理後,於2016年11月15日再次對相應測點進行測試,測試時所有噪聲控製措施已實施。
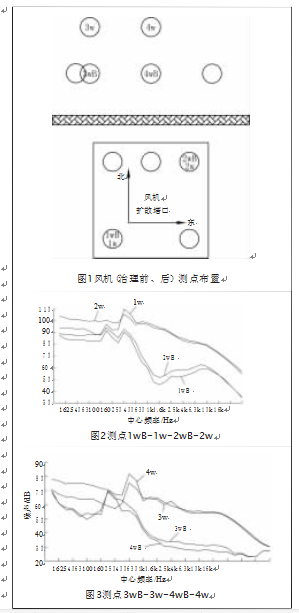
如圖1中所示,其中的圓圈代表著測試點。“wB”表示噪聲治理後測點,“w”表示噪聲治理前測點。
測點測試結果顯示:在擴散塔出口平麵上方約1m
處,噪聲治理前大約為82.0dB(A),噪聲治理後大約為
102.0dB(A);在院牆外約5m處,噪聲治理前大約為71.0dB(A),噪聲治理後大約為51.7dB(A)。
對主通風機附近的幾個有代表性的測點(1、2、3、4)處噪聲分別在治理前、後進行測試,並繪製測點1/3倍頻程噪聲頻譜圖,如圖2、圖3所示。從圖2、圖3可以看出,主通風機附近的噪聲屬於中、低頻噪聲,並且測點噪聲在治理後有顯著下降,噪聲達到了國家標準要求。
4結語
對2K-60-21-No24型主通風機噪聲機理進行了分析研究,從噪聲傳播途徑上采取控製措施:建立隔聲間、安裝阻抗複合式消聲器、更換腰門等,分析噪聲治理前後的測試數據,結果顯示本次噪聲治理研究是成功的。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器