谘詢電話
ENGLISH0755-88840386擺臂式水泥袋自動插袋機
發布時間:2020-08-24 10:56:06 |來源:
0概述
擺臂式水泥袋自動插袋機旨在提供一種與水泥包裝機結合的自動插袋裝置,特別適宜於回轉式水泥包裝機配套使用,具有節省勞動力、降低生產成本、提高工作效率、減少環境汙染等優點。該裝置的使用可以從根本上解決工人在惡劣環境中工作的現狀,完全擺脫矽肺,更有利於環保,適應我國產業升級的規劃。將進一步提高水泥生產的自動化程度,對企業的發展具有巨大經濟和社會效益,體現“中國智造”的優勢。

1技術特點
紙質全新水泥包裝袋的袋口貼合得非常緊,這就要求在插袋之前首先要使袋口張開。本機構釆用真空吸盤吸附的方式將袋口吸開,然後用轉運機械臂配合插袋機械手將紙質包裝袋套入勻速轉動的回轉式水泥裝包機的出灰管上。機械方麵主要由吸袋機構,轉運機械臂,插袋機械手三大部分組成;在控製係統上,采用PLC為核心控製元件。
2結構特點與設計要點
2.1結構特點及工藝流程
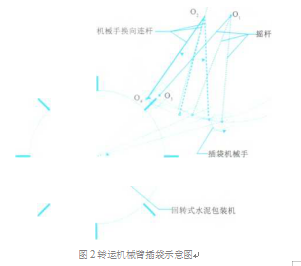
擺臂式水泥袋自動插袋機與回轉式水泥包裝機總體示意圖見圖1。其中包裝機係統工作時做回轉運動,8個出灰管,依次插上水泥袋,然後開始進行灌裝,回轉一周可以完成8個水泥袋的灌裝。
其轉運機械臂由伺服驅動係統驅動完成凸輪間歇運動。此運動可驅動轉運機械臂完成插袋的主體動作。在機械臂的前端安裝插袋機械手,當達到製定位置時完成夾袋動作。而吸袋機構用來完成紙質水泥袋的開口與定位工作。
工作時,回轉式水泥包裝機應處於勻速轉動狀態。首先,插袋機的吸袋機構在氣缸的驅動下動作,吸起一個水泥袋,使其上半部分呈豎直狀態,在吸盤的配合下將袋口吸開。然後,插袋機械手在氣缸驅動下,完成夾袋動作,同時,機械手的結構可以保持袋口張開的狀態。下一步,開口吸盤斷氣,為機械臂動作做好準備。下一步,轉運機械臂帶動水泥
袋向包裝機上的出灰管擺動,機械手保持加持狀態,確保水泥袋口處於張開狀態。此後在轉運機械臂的驅動下,機械手將袋子套入包裝機上的出灰管。袋子就位後,機械手釋放夾袋動作,使夾袋機構張開,以確保轉運機械臂複位時不會發生幹涉碰撞現象:
2.2吸袋機構
功能:將水泥包裝袋吸起,使其上半部分呈豎直狀態,並使包裝袋口張開,
工作原理:吸袋機構主體框架獨立固定在地麵上。
上麵每次放置16個紙質水泥袋。工作時,為了補償插袋後減少的紙袋總體厚度差,設計了由伺服電機驅動的電動缸進行步進動作,根據工作頻率,自動使放置的紙袋始終處於同一高度上。框架上組裝有氣缸,可驅動吸盤機架完成上下動作,同時配合真空係統,在下部時完成吸附紙袋功能;在上部時完成紙袋開口和紙袋定位功能,為後續機械手夾袋動作做好準備。
2.3轉運機械臂
功能:推動插袋機械手將水泥袋轉運至包裝機的出灰管上。
工作原理:由於回轉式水泥包裝機處於勻速轉動狀態,要求機械手在套袋動作時始終保持與出灰管運動軌跡的半徑共線,見圖2。
其中2。4段為轉運機械臂本體,由驅動電機帶動凸輪機構驅動運轉,實現周期插袋動作4。3段為平行四連杆結構的前連杆,用來控製機械手的朝向。轉運機械臂在進行插袋動作時,運動分為三部分:第一部分為機械臂加速運動,使機械臂迅速達到與包裝機同步的速度;第二部分為插入動作部分,這部分要求。4。3段控製的機械手朝向始終與包裝機上的出灰口對正,即保持同步狀態。此時機械手相對於包裝機上的出灰管在徑向上是靜止的,隻有一個軸向運動,這樣就可以避免機械手與轉動著的出灰管發生碰撞;第三部分為運轉機械臂複位動作,此時需要機械手打開,釋放紙袋,然後加速回到零位。
2.4插袋機械手
功能:具有準確抓取水泥袋及保持水泥袋口處於張開狀態的功能。
工作原理:機械手主要由驅動氣缸,兩個對稱抓手及安裝架組成。其中安裝架被安裝在轉運機械臂前端。其上采用餃鏈連接安裝兩個對稱結構的抓手,用來抓取由吸袋機構定位完畢且袋口張開的紙袋。同時,抓手結構釆用特殊設計成符合紙袋袋口打開形狀的外形,能夠在氣缸驅動兩抓手完成抓取動作後,保持紙袋的開口狀態。為後續工序中的轉運機械臂的插袋動作做好準備。
3控製係統
3.1係統流程
(1)水泥袋運輸裝置將待插水泥袋輸送到吸袋機構上,一般16個袋為一組。
(2)吸袋機構的氣缸驅動傳動機構與吸盤動作將水泥袋豎立,並將袋口打開。
(3)轉運機械臂動作到吸袋機構上方,機械手完成抓取袋子的動作。
(4)調節速度使插袋係統與回轉包裝機相協調,當包裝機係統帶動出灰管到達某一個地點時(一直位於該地點插袋),插袋係統恰好將包裝袋輸送到此地點,並進行插袋動作過程。
(5)此過程結束,重複(2)到(4)步驟。
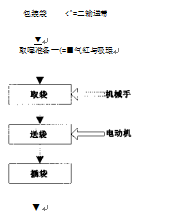
圖3為係統控製流程圖。
3.2係統控製
係統控製的核心是要將原有的回轉式包裝機的控製係統與插袋機的控製係統相結合成一個新的控製係統。但兩個係統仍保持各自的機械機構,故需要考慮兩個係統的協調,性問題。
⑴係統的協調性說明。
①包裝係統的速度與插袋係統的速度相協調。
包裝係統的回轉速度通過變頻器控製,插袋係統的速度通過伺服係統控製。其中,包裝機的變頻器中存儲其運轉速度,並將此轉速信息傳送到新控製係統的PLGh進行存儲計算。然後根據計算轉換為向插袋係統傳遞的信息,並控製插袋係統的伺服驅動器,使伺服電機驅動的轉運機械臂達到與包裝機匹配的轉速。
②氣缸與吸嘴折起包裝袋與取袋動作相協調。
在插袋機械手(由伺服係統驅動轉運機械臂,機械臂前端安裝插袋機械手)返回取袋之前,氣缸與吸嘴需要將包裝袋吸起並使袋口張開以等待取袋。
(2)係統控製。
係統采用PLC作為整個新係統的控製核心,見圖4。3.3脈衝輸出控製
PLC控製伺服電機轉動,使水泥袋備料處最頂端的袋子保持在某個固定的位置,當檢測到該位置沒有袋子時,伺服電機轉動,將底部水泥袋上升到該位置。
3.4模擬量輸入控製
(1)稱重儀表信號。將稱重儀表測定的包裝袋重量反饋至PLC,使PLC做出動作,如果達到規定重量則掉袋,若沒有達到則重新進行灌裝。
(2)速度調節表。將速度調節表的速度反饋至PLC,PLC根據反饋來的速度進行轉換得到插袋係統的速度。
3.5模擬量輸出控製
(1)包裝係統速度控製一頻器。PLC輸出模擬量控製包裝係統的回轉速度,見圖6。該速度是由速度調節表控製。
姓調節表 一►)PLC -A 頻器;■電動機
圖6回轉係統速度控製
(2)插袋係統速度控製一^服係統。PLC內部根據速度調節器所輸出的速度進行變換得到插袋係統的控製速度,並輸出至插袋伺服驅動器控製伺服電機的轉動速度,見圖7。
a#調節表].plc ►伺服驅動器伺服電機
圖7回轉係統速度控製
3.6數字量輸入控製
主要是傳感器或者接近開關的信號輸入到PLC。當包裝係統檢測到有水泥袋插入、達到規定重量掉袋、中途掉袋、插袋係統檢測到該取袋或者是插袋完畢時,傳感器都會將情況反饋到PLC,同時PLC發出相應的控製信號。
(1)原點接近開關。在係統開始工作之前,首先將係統進行回原點操作,兩個分係統電機慢速運轉,直至達到原點接近開關處,電機停止運轉,完成原點定位操作。
(2)包裝袋有無檢測傳感器。檢測插袋係統的機械手上是否抓有水泥袋,在係統斷電後重新開始上電工作前,進行傳感器判斷,如果插袋係統的轉運機械臂抓手上抓有袋子,則不再進行取袋動作,直接進行插袋動作。
(3)插袋傳感器。插袋完畢,傳感器信號反饋至PLC,控製機械手釋放抓袋動作,機械手張開。
(4)取袋傳感器。電機帶動轉運機械臂上的插袋機械手運轉,當到達取袋傳感器處電機停轉,同時機械手動作夾取水泥袋。
3.7數字量輸出控製
數字量輸出控製主要是PLC在某時刻控製電磁閥開合從驅動執行機構(氣缸,吸嘴等)動作,控製主要體現在順序上,即該在什麽時刻進行控製及各個控製動作的前後順序。
(1)氣缸的控製。主要作用是控製插袋機械手夾取包裝袋與控製吸盤支架上下進行吸附動作。主要控製元件為電磁閥。
(2)吸嘴的控製。主要作用是產生真空度,在氣缸帶動支架的協助下,完成對水泥袋的吸附與袋口打開功能。主要控製元件為電磁閥。
3.8特殊情況處理
(1)重量達不到50kg造成包裝機出灰管上存在水泥袋。此時水泥袋不滿足水泥廠出廠標準,需要繼續灌裝,此時在掉袋點處此水泥袋是不掉的,故此不需要重新插袋,需要控製運轉機械臂不進行插袋動作。
(2)中途故障掉袋。有時因包裝機上的壓袋氣缸故障,會導致在灌裝過程中出現異常掉袋情況。此時,傳感器立刻發出信號到控製係統,使係統控製出灰管處立刻停止灌料,同時顯示故障信號,以便提醒維修人員。
(3)係統回原點。插袋係統在插袋的時候開始插入出灰管的地點是固定的,包裝機在連續停車後再啟動的過程中,係統中的插袋點與實際的插袋點位置會產生誤差。所以需要間隔一段時間重新設定插袋點位置,即重新定義零點位置。設置一個回原點按鈕,按下此按鈕,係統回到原點。按下按鈕之後,包裝係統與插袋係統都處於低速運行狀態,包裝係統轉動直至出灰口轉動到原點接近開關處,電機停止轉動,完成零點定位;插袋係統同樣做出如上動作完成原點定位功能。
4應用情況與市場前景
擺臂式水泥袋自動插袋機已經完成第一台樣機製作、調試,正在現場使用之中,經過幾個月的使用和觀察,滿足客戶實用要求。海螺水泥集團、華潤水泥集團都提出要引進此插袋機的需求。現在我公司正在與集團客戶進行商業合作談判,並有希望在2017年下半年實現大麵積產業推廣,導致海外項目對於插袋機的需求更為迫切。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器