谘詢電話
ENGLISH0755-88840386計算機和和PLC在配料控製係統中的應用
發布時間:2020-09-09 11:00:19 |來源:網絡轉載
一、前言
隨著稱重傳感器和稱重智能儀表技術的發展,電子稱量技術已越來越多的應用於生產過程之中,尤其是稱重配料係統之中,為配料係統的自動化奠定了基礎.
二、多秤多料配料係統
配料係統的控製與管理,通常有二種實現方法:其一,采用專用的配料控製器;其二,采用計算機和PLC控製技術.前者一般需進口,價格校高,使用範圍一般是限於某一類型的配料場合,並隻能配接與其同一係列的稱重儀表,其優點是軟件編程簡捷方便,容易掌握,設計周期短;而後者投資少,可通過不同的軟件設計和硬件配置來適用於各種配料場合,通用性好,比校符合我國國情,易於推廣,可廣泛應用於化工、建材、抬金、飼料等行業禰重配料係統的自動化控製。
根據配料工藝和現場要求,配料係統一般分為單秤多料和多秤多料二種方式。本文僅以多秤多料配料係統為例,介紹一種配料控製係統的實現方法.
圖1所示的禰重配料係統是一典型的多秤多料配料係統.在配料生產線的最上方,有一排多個儲料倉,每個儲料會(均裝有某一種料〉下方均對應配置一台全電子配料秤.在其下方則是物料輸送機構〈如皮帶輸送機),再往下就是混料機(或裝料車等),在配料秤上方與儲料倉連接處裝有喂料機構,而在其下方則裝有排料機的.喂料、排料機構的選型視物料特性和稱量控製方式而定,一般顆斜狀或塊狀料選用電磁振動給料機,粉狀料選用螺旋給料機,液料選用氣動閥門,當然,還有碁它一些形式的喂排料機構,在此就不一一列舉。
根據各種物料的不同特性,係統可相應采用增量法(稱入法)或減量法(稱出法)這二種稱量控製方式。增量法是通過喂料機構把物料送入空的配料秤鬥內,直至達到預定的重量(配方值)為止,然後通過排料機構把秤鬥內的物料簡單地排至生產過程中,直至空秤,減量法則是在配料開始時先將物料裝滿配料秤鬥,並使用已裝滿料的秤鬥去皮重到零,這樣排料時秤的讀數(員值)便是減少的重量。當排入生產過程中的物料達到預定的重量(配方值)時,就關閉排料機構,停上排料。所以,對於一般粘滯性大、流動性差的物料,應采用減量法,這樣就能消除因秤鬥粘料而影響配料精度的情況,同時也能避免物料堆積和迸濺現象;而対於流動性好的物料,則可采用增量法.
各種物料在配料秤鬥內計量完畢之後.將根據工藝要求,按指定的排料先後次序,把料排至皮帶輜送機等輸送機構最後由輸送機把料送入混料機內進行混合.這樣一個周期的配料過程即算完成.
另外,在配料係統中,還要根據實際情況配置一些附加裝置,以保證係統的精度和可靠性。比如,在儲料倉和秤鬥倉壁上安裝振動器,以防止粘料和"搭拱在儲料倉和秤鬥內安裝料位計,以防物料諡岀,在喂料、拝料機構中以及混料機卸料口等處裝置行程開關,用於向控製係統反饋其狀態等。
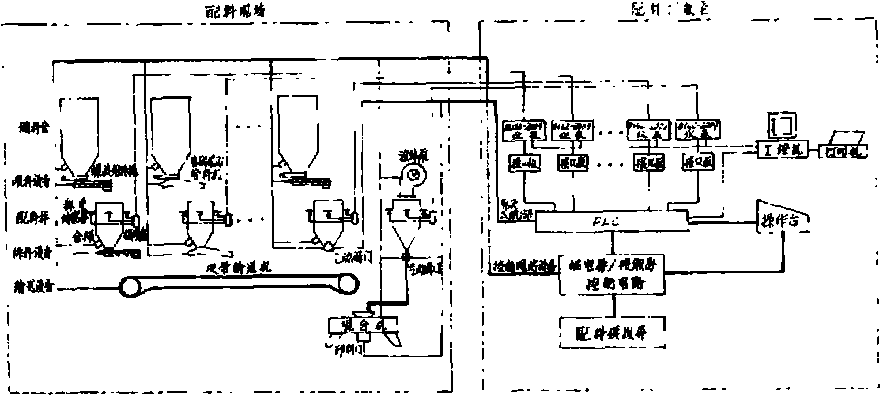
圖1配料控製係統結構框圖
三,配料係統硬件結構
係統的硬件結構如圖1所示。
1.電子稱量部分
每台配料秤配有三隻拉式稱重傳感器,一個傳感器接線盒和一台8142-2009能稱重儀表(配置一塊預置點光電隔離接口板)。
8142-2009是一種增強型雙顯智能稱重儀表,具有預置點輸岀功能.它將來自於稱重傳感器的模擬信號轉換為重量數據信號後,與其內部的預置點設定值(配方值)進行比較,再根據比較結果對各預置點的輸出狀態進行控製。然後,預置點光電隔離接口板將這些預置點輸出狀態轉換成繼電器觸點形式,提供給PLC作配料控製用.
該稱重儀表還具有雙向計算機通訊接口,可與上位計算機進行串行數據通訊。其通訊方式為RS485二線方式,抗幹擾性能強,傳輸距離可達1.2km,特別適用於工業控製場合。每台儀表可以尋址,最多八台儀表可聯到計算機的一個RS485申行通訊口上。
2.配料控製部分
該部分包括PLC、繼電器/接觸器控製電路、控製操作台和配料模擬屏.PLC和繼電器/接觸器控製電路均安裝在控製櫃內。
PLC是整個配料控製部分的核心.作為新型的機電一體化器件,PLC在工業自動化
領域正日益得到推廣應用它用軟件來替代硬件電路,不但可簡化電路結柄,降低造價,提高係統的長期可靠性.而且還可通過軟件編程能較方便地實現各種複雜的功能要求。
根據配料係統控製規模的大小,PLC可選用整體式或模塊式。通常,每台配料秤要占用PLC的I/O點數為20〜30,據此推算,再加上物料輸送部分和其它外圍設備控製所需的I/O點數,就可確定出所需配置的FLC類型和點數。
大部分配料係統的規模都是控製十台以下的配料秤,可選用日本三菱MELSECFX2可蝙程控製器。該係列FLC是三菱F係列PLC的新品秤,它是一種小型、高性能整體式PLC,其基本單元I/。從16點到128點,可擴展到256點。它具有價廉物美、功能俱全、指令豐富、運行速度快、編程方便等優點,而且其基本單元上編程器接口直接就是RS422申行接口,不需外加通訊模塊就可方便地與計算機連接進行軟件編程計算機也可通過此接口對PLC予以在線監控。
對於少數控製十台以上配料秤的配料係統,可選用日本三菱A係列模塊式大型PLC,其控製I/。點數最多可達2048。
3.配料管理部分
本部分包括一台PC總線工控機(配RS422/RS485通訊卡)和一台24針打印機。可以釆用以下配置:一台台灣研華公司生產的PC總線工控機IPC-610386/33或486/33/50/66、一台14”彩色顯示器、一個標準鍵盤(帶鍵盤防塵保護膜)和一台日本EFSON-LQ-1600K打印機。此外,由於計算機與稱重智能儀表之間、計算機與PLC之間的串行數據通訊均果用RS422/RS485通訊方式,所以在計算機中還配置了一個或幾個研華PCL—745RS422/RS485雙通道通訊卡。每個通道可管理八台8142-2009儀表或一台PLC.
由於工業控製場合的環境於件比較惡劣,一般商用計算機無法承受,所以就必須采用工業控製計算機作為上位機進行配料管理。PC總線工控機以其兼容性好、價格低、很高的性能價格比,目前在我國工控機市場上巳有很大的市場占有率,並有繼續擴大之勢。它具有IBMPC機的所有功能,是一種基於ISA工業標準結拖的工業微機,取消了FC機的大母板,將其分成CP卡、功能卡等小模塊,電源改成為工業級電源,密封加固機箱,正壓排風等,由其結拖、電源和各模板設計就決定了它能承受振動、粉塵、電磁幹擾和高低溫等惡劣條件。
四、配料控製係統軟件設計
配料控製係統軟件包括控製軟件和管理軟件二大部分.
1.控製軟件
它是根據配料工藝要求而編製的FLC軟件。該軟件根據稱重智能儀表的預置點信號控製操作台的按鈕等操作信號,現場喂排料與輸送等設備運行狀態的反饋信號和計算機的控製信號等輸入信號,再結合配料工藝,輸出控製各配料秤的喂料/排料,並對配料生產線上的輸送設備等其它設備進行控製;同時在配料過程中自動識別各種係統故障情況輸岀告警信號進行聲光報警;另外,在配料過程中還輸岀各種狀態信號到配料模擬屏,以指示係統當前運行情況.
該軟件的編製既可通過專用編程器以指令形式直接輸入PLC的RAM或EEPROM中也可在計算機上通過編程軟件包編程後傳送至PLC中。後者比前者具有無可比擬的優越性。如PLC選用三菱FX2係列(或三菱其它係列),可釆用MELSECMEDOC通用編程軟件包該軟件包運行於FC總線的各檔計算機中,可對三菱F1/F2.FX0/FX2和A係列FLC進行編程和監控。它可用梯形圖(繼電器邏輯)形式進行編程,非常直觀易懂.具有實用的複製和高效的編輯功能,而且可
保存於計算機磁盤中,並可輸岀打印,大大提髙了編程效率。
2.管理軟件
配料控製軟件實現了通過計算機進行物料配方管理及配料實時數據的後台釆集處理,並可匯總打印各種配料生產報表,這樣就扱大地方便了對配料生產的管理.
-該軟件采用模塊設計,分為配方輸入、配方計量、報表打印、參數設置、數據備份等功能模塊。它允許係統操作員通過鍵盤輸入和編輯配方數據及提前量、允差值等各種參數。這些數據均存儲於計算機硬盤中,在需要配料工作時,將由計算機係統把指定的配方數據及參數發送到相應的8142-2009稱重智能儀表。在配料過程中,計算機將實時采集配料數據並存儲.一付料配完後,計算機自動打印料單,也可根據指定的時間範圍打印配料數據報表和匯總報表.該軟件還可對通訊口參數、秤號/料名、日期時間等係統參數進行設置,提高了係統的靈活性此外,計算機由RS422串行通訊口與PLC進行數據通訊,通過向PLC發送控製命令和監控PLC運行狀態來協調二者同步工作。
該軟件用C語音編製,汶字菜單操作,采用仿WINDOWS圖形窗口界麵.屏幕顯示風格新穎,明白易懂,操作方便。為適應配料係統的實時性要求,該軟件通過後台采集、後台打印和多進程調度,實現了實時多任務功能,使數據采集、數據處理、報表打印、鍵盤操作、數據査詢、數據備份、屏幕更新顯示等多項任務可同時進行,避免了因打印報表無法進行數據采集和其它操作而造成的配料數據丟失和係統等待等弊病,這就大大加強了係統的實時性和實用性,提高了工作效率。
五、配料控製係統的主要功能特點
1.手動/自動控製功能
手動控製功能可在PLC不參與配料控製的情況下直接進行配料控製,這就為係統提供了靈活性和應急處理能力。
2.物料的單速/雙速自動給料控製
根據配料精度要求和物料特性,給料可用単速成雙速。
對於配料精度要求較高的物料,應采用快速/慢速雙速控製紿料,這樣既加快了給料速度,又防止了配料中的“衝料”現象,提高了配料精度。
3.物料的預置點〈配方)及提前量的輸入和修改功能
預置點設定值〈即配方)及提前量既可通過儀表鍵盤輸入,也可由上位計算機設定。
4.係統運行狀態顯示
在配料過程中,係統的運行狀態將由配料模擬屏上的指示燈進行模擬顯示.
5.精確的配料誤差檢査功能
每一種物料的配料誤差允許範圍可通過儀表鍵盤輸入,也可由上位計算機設定,這種功能保證了每一種物料的配料精度.
6.循環控製功能
該功能對於同一配方需連續配製多付料的配料工藝場合具有很大的優越性.係統操作員在設置好配方和配料份數之後,隻需啟動一次,係統即按此配方和配料份數進行連續自動配料。
7.聲光告警功能
係統能對物料超差、喂料/排料超時和喂排料機構等配料設備故障進行聲光告警。
8.斷電重入功能
若在自動方式控製過程中因突然停電而使係統工作中止,那麽等到供電恢複後再重新啟動係統,可使係統從“斷電處“開始繼續配料工作。
9.聯機/脫機選擇功能
脫機方式可允許係統在無計算機參與配料管理的情況下進行配料。
10.計算機物料配方管理功能
可通過計算機進行配方輸入、編輯和存儲。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器