谘詢電話
ENGLISH0755-88840386螺旋配料秤給料誤差改進
發布時間:2020-09-17 09:22:00 |來源:網絡轉載
0引言
某鋼渣微粉廠螺旋配料秤機械部分由 1 個 80 t 的料罐和 2台螺旋秤體組成, 電氣控製部分由 1 台變頻器、2 台 2.2 kW 交流電機、1 個測速傳感器、1 個吊鉤重量傳感器和 1 台給料機控製器組成見圖 1。
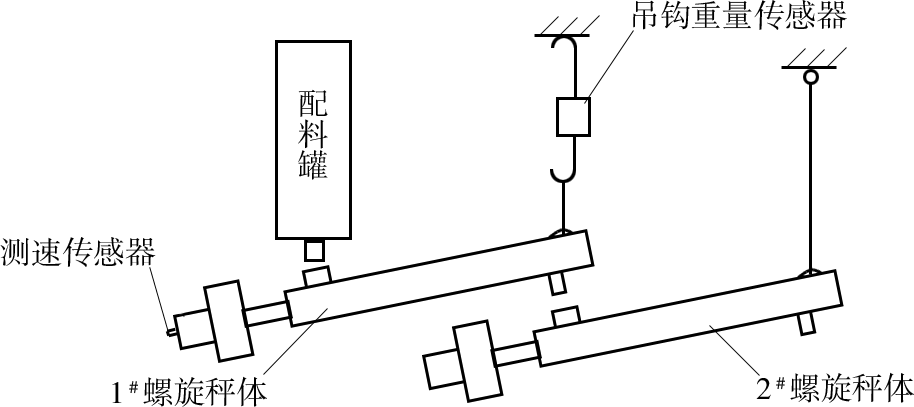
圖 1 改造前螺旋配料秤結構組成
1問題
改造前的電氣控製設計,1# 螺旋秤電機端部風罩安裝 1 隻測速接近開關(速度傳感器安裝在電機風罩上 型號 GTS- 211B-16)測速,出料口安裝吊鉤重量傳感器(YZC-500 NG)、變頻器(GD200-2R2G-4,2.2 kW)、給料機控製器(YN3000A2)組成給料定量控製。2# 螺旋秤體由接觸器直接控製,50 Hz 全速運轉傳送出料。試生產期間出現微粉產品質量不合格現象。經檢驗 分析確定是配料誤差大、不穩定引起的質量問題。正常配料設定值為 1.9 t/h,檢測反饋實際值 1.19 t/h,允許誤差約5%,偏差超出給定值範圍 37.4%。按一定的時間把 2# 螺旋秤體出口配料裝袋過磅,同樣證實誤差超出正常值 37.4%。同時給料機控製器後台記錄顯示出配料波動大,配料誤差不穩定(圖2)。
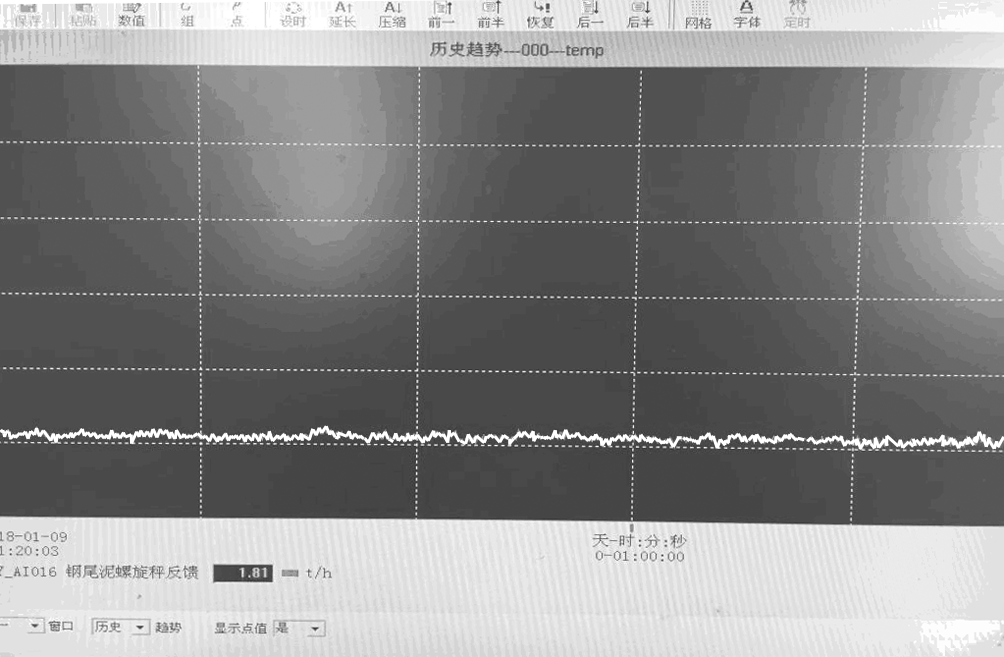
圖 2 給料控製器記錄
2 原因分析
(1)進料問題。由於配料是從 80 t 配料罐自由垂直落入 1#螺旋配料秤體入口,有時物料塌落造成進料口堵塞下料不暢,此 時給料機控製器檢測到物料重量低於給定值,給料機控製器發 出加速信號,電機加速運轉;下料均衡時,給料機控製器檢測到
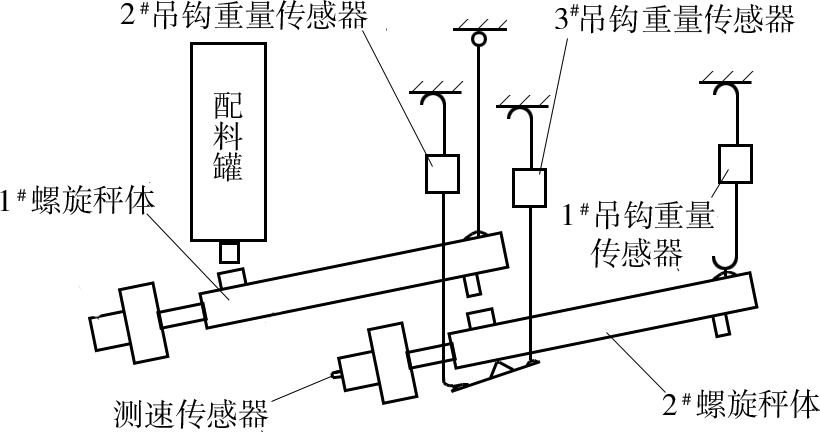
圖 3 改造後螺旋配料秤結構組成
量傳感器信號,輸入到給料機控製器的信號穩定、真實,再由給 料機控製器控製 1# 螺旋體電機變頻器控製電機轉速,實現穩定、真實的給料量控製。
(3)給料機控製器重新設置,考慮到開機後添加物料通過 1# 螺旋體後進入 2# 螺旋體有一個時間差和物料塌落造成螺旋體受到堵塞,因此重新設置給料機控製器部分參數,在儀表控製部分, 把快速控製改為中速控製、把 PID 設置的時間從 1 s 改為 4 s。
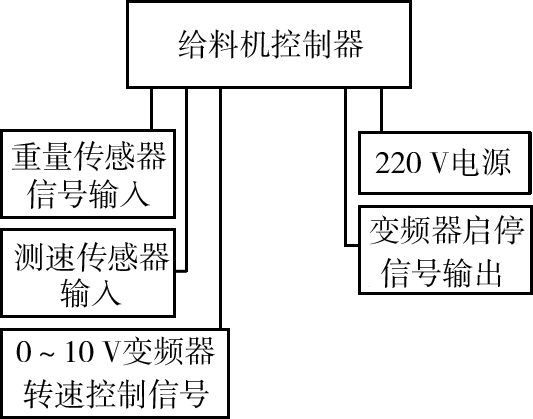
(4)電氣連接。3 隻吊鉤重量傳感器輸出線並聯(給料機控製器允許 8 隻重量傳感器信號並聯接入)接到屏蔽雙絞線上,再接到給料機控製器的重量傳感器信號輸入端;測速傳感器接到屏蔽雙絞線上,再接到給料機控製器的測速傳感器信號輸入端。 其他接線不變動。電氣接線見圖 4。
3 改造措施
(1)把測速傳感器改裝在 2# 螺旋秤體電機端部風罩上。
(2)把吊鉤重量傳感器改裝在 2# 螺旋秤體上並且增加 2 隻吊鉤傳感器。3 隻吊鉤傳感器把 2# 螺旋秤體懸空吊起(圖3),2#配料的質量誤差約5%的要求。
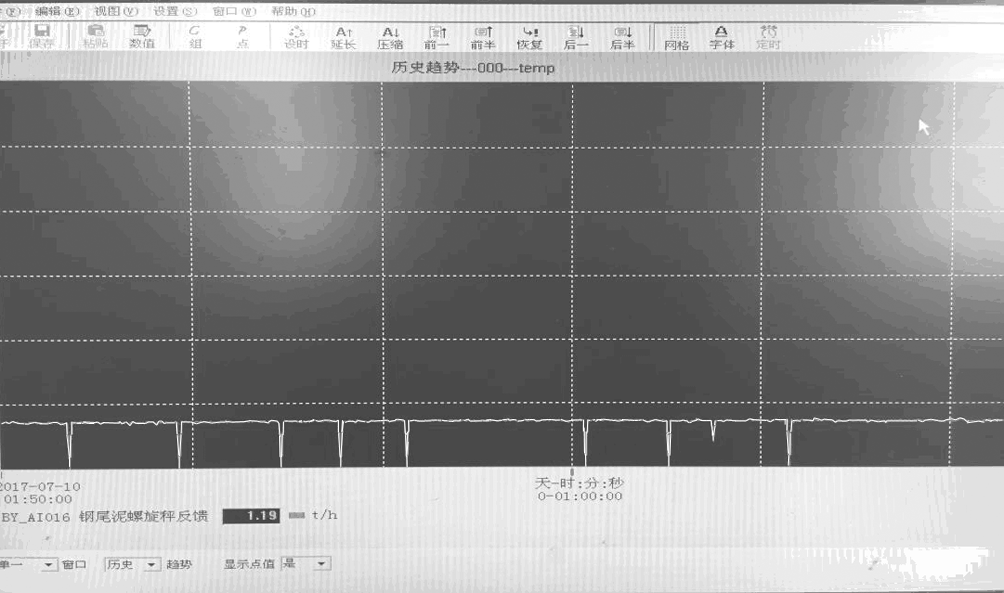
圖 5 改造後給料控製器記錄
秤體完全由吊鉤傳感器支撐,解決了單支吊鉤傳感器的缺點;由 於 2# 螺旋秤沒有受到添加物料的衝擊運行穩定,吊鉤秤重量傳感器測量信號也穩定。
4 結 束 語
螺旋配料裝置改造後,經過一年多的生產實踐,微粉經檢驗部門檢測合格率 100%,圖 5顯示設備運行過程中配料比較穩定、沒有大的波動,添加物料誤差穩
定在 4.74%,符合微粉物料重量等於給定值,給料控製儀表發出減速信號,電機減速運行。這樣來回頻繁加減速,是引起物料給定誤差的一個原因。
(2)傳感器裝設問題。1# 絞龍有 1 隻傳感器懸吊在出口, 進料端由機械可轉動機構固定,裝設 1 隻重量傳感器不能完全、準確地檢測出實際重量,從圖 2 可以看出,正常配料設定值為1.9t/h,檢測反饋實際值 1.19 t/h,傳感器沒有完全檢測到實際料重,是產生誤差的另一個原因。
(3)給料機控製器設置問題。給料機控製器的 PID(Propor 原 tion Integration Differentiation,比例積分微分)設置存在問題,沒有考慮到物料衝擊引起不穩定,給料控製儀表微積分參數設 置過小,反應過快、時間過短,也是產生誤差的原因。
文章來源於網絡轉載,侵刪
- 上一篇:電子秤在水泥包裝機中的應用
- 下一篇:略論包裝機械自動化水平的發展
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器