谘詢電話
ENGLISH0755-88840386伺服電機和PLC技術在半自動計量充填包裝機設備改造中的應用
發布時間:2020-09-17 10:32:11 |來源:網絡轉載
1半自動計量充填包裝機硬件組成及工作原理
半自動計量充填包裝機,如圖1所示,為上海某包裝機械製造企業生產。設備主要由充填主機、電器配電箱、電腦控製櫃及電子秤組成,采用稱量反饋跟蹤螺旋旋轉式計量方式,工作原理為通過調整脈衝頻率及脈衝數,來控製步進電機的轉速及轉過的角度。電機的轉速即為螺旋杆的轉速,螺旋杆按腺脈衝數量旋轉相應圈數,粉劑往容器內充填,脈衝數越多則充填重量越大,反之充填重量越小。
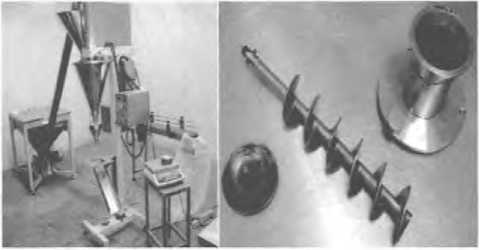
圖1DCS-1A半自動充填包裝機及充填螺旋杆
2半自動計量充填包裝機存在的問題
半自動計量充填包裝機在使用過程中存在的問題是:螺旋杆在推送粉劑過程中,粉劑充填精度不高,且存在發熱量大溫度升高過快的問題,造成葡萄糖粉劑在螺旋杆上結塊並碳化,又造成充填量不準,重呈浮動較大,嚴重時粉劑堵塞充填出口,不得不將整個料箱拆開,對螺旋杆進行清理,嚴重降低生產效率,形成一個製約生產的瓶頸。這種情況主要由步進電機引起,步進電機在低速時易出現低頻振動現象,其輸岀力矩隨轉速升高而下降,且在較高轉速時會急劇下降,這些因素造成粉劑充填精度不夠高及發熱量大等問題。
3半自動計量充填包裝機的改造方案
若將步進電機改為精度更高的伺服電機,采用工業領域廣泛應用的PLC(ProgrammableLogicController)作為控製核心,輔以HMI(human machineinterface)作為人機交互平台,則可有效解決上述問題,如圖2所示。HMI和PLC實現工業控製,如今已經越來越普及。利用HMI及PLC可方便直觀地實現控製伺服驅動器向伺服電機發任意頻率和個數的脈衝,從而達到隨意控製伺服電機的轉速和角位移的目的,既使充填控製精度大大提升,又有效避免了步進電機低速工作時的振動現象。
4HMI組態畫麵及PLC控製程序的設計
HMI的主要功能是方便用戶隨時設定PLC向伺服驅動器發一定頻率及個數的脈衝,同時HM1還要提供伺服電機的運行狀態及故障查詢。圖3為HMI主畫麵通過“向伺服發脈衝數設定”和“脈衝頻率設定”按鈕可任意設定脈衝的個數及頻率。按下“狀態及故障査詢”按鈕,可進入狀態及故障查詢畫麵,查看伺服電機具體運行情況及出現何種故障。同時,主畫麵提供了“啟動”和“停止”按鈕,可直接啟動和停止伺服電機的運行。

圖3HMI主畫麵
圖4為主畫麵“向伺服發脈衝數設定"窗口。

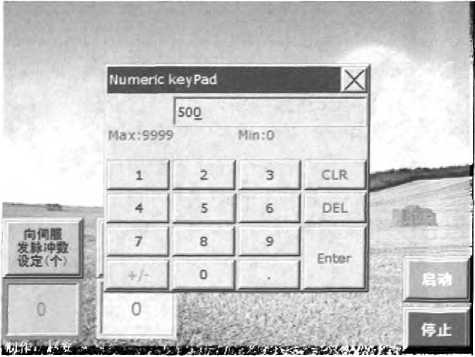
圖4主畫麵“向伺服發脈衝數設定”窗口
在HMI設定好脈衝的數量及頻率後,按“啟動"按鈕,相關信息可通過數據電纜傳送至PLC,並按PLC用戶程序控製要求啟動,PLC輸出端產生伺服電機運行所需要的輸出信號⑶,從而驅動充填包裝機的充填螺旋杆按一定轉速及角位移運行。
PLC控製程序部分程序段如圖5所示
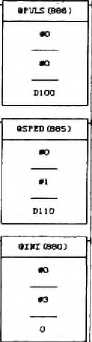
圖5自動計量充填包裝機PLC控製程序部分程序段
5結束語
PLC控製伺服電機在工業生產中應用是極為廣泛的。通過PLC控製伺服電機,對半自動計量充填包裝機改造後的模擬調試結果看,該改造方案完全可行。包裝機充填螺旋杆充填精度大大提高,螺旋杆上結塊和碳化現象得到抑製,可以完全解決改造前出現的問題。當然改造後充填包裝機本身的成本有所提高,但從設備長期運行來看,這點成本的付出是值得的。改造後的設備設計合理,自動化程度高,解決了長期困擾的問題;產品生產效率可大幅提髙;HMI人機交互畫麵操作簡單方便,係統運行更可靠。
文章來源於網絡轉載,侵刪
- 上一篇:自帶實物校驗裝置的皮帶秤
- 下一篇:提高SASIB包裝機的有效作業率
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器