谘詢電話
ENGLISH0755-88840386論包裝秤的故障判斷與處理
發布時間:2020-09-30 11:39:58 |來源:網絡轉載
包裝秤超差可分為一般超差和嚴重超差兩種,超差範圍在20~200g為一般超差,500g以上為嚴重超差。下麵我就兩種超差的排除方法分別介紹:
(1)第一種情況一般超差,解決這種超差較簡單一些,我們可以排除設備故障原因,大部分都是控製參數設置不當及料鬥內粘料或粘料脫落造成的,我們隻需對控製參數進行修改和對落差(CPS)進行小範圍的調整即可就決,具體方法如下:
①秤超差範圍較小如50.25kg(大於設定的50kg),可適當增加落差數值。
②秤超差範圍較小如50.65kg(小於設定的50kg),可適當減小落差數值。
(2)一般情況下,落差(CPS)數值一般控製在0.2-0.5之間較為適合,如設定值超過0.5時,應釆用改變大加料(SP1)參數來調整超差,而不再用落差(CPS)來調整,因為落差(CPS)值太大,將影響到測量精度。
(3)大加料(SP1)參數一般設定範圍為12~15kg,設置細加料時間太短,容易造成波動,設置細加料時間太長,太大包裝速度將太慢。
(4)如調整落差(CPS)和大加料(SP1)仍然無法消除超差,可釆用清零和校秤的方法來解決,清零和校秤方法如下:
零點校準:
①檢查秤重傳感器的周圍設備的接觸情況,是否有異物。
②確認“安定”燈是否亮,(英文顯示,STAB),若不亮不能進行校準。
③操作零點校準,若重量值顯示變成零時,校準結束。當重量顯示值為0.00且“STAB”(安定)燈亮時,表示零點校準完成。
![]()
砥碼校準:
①把小於秤重傳感器最大量程的秣碼掛到秤鬥上;
②與零點校準一樣,要確認是否有無關的負載幹擾;
③確認“STAB”是否燈亮;
④用實物(SPAN)標準鍵操作設定磋碼重量值,當顯示值等於已設定的值時校準結束。
用50kg硃碼校準(見圖2)。
砥碼重量值(根據實際5J碼重量值設定)。
特別注意:隻有在完成第一步(零點校準)後,才能進行第二步實物校準,否則將造成包裝秤嚴重超差或控製器顯示混亂。一般情況下隻要進行零點校準就可消除超差。
![]()
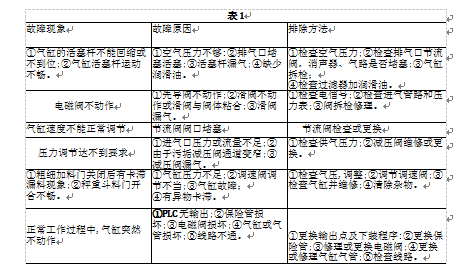
(5)第二種情況嚴重超差,造成嚴重超差的原因行複雜,根據經驗我把其分為兩大類:①機械原因;②控製原因。其中嚴重超差大部分都是機械部分造成的,其占故障率的98%以上。機械故障主要來自氣缸、電磁閥、料門、料鬥、料倉弧形門等幾部分,這裏需要特別說明的是料倉插板,其位置開的過大必然會造成嚴重超差(見表1)
在調整好參數的情況下,控製部分造成嚴重超差的幾率很小,如在處理嚴重超差過程中,我們在巳逐步排除了機械原因後,我們可以檢查控製部分。控製部分檢查依據說明書裏PLC接點部分,根據指示燈的通斷即可非常清楚的得出結論。例如:當完成一次包裝和剛剛運行時,大加料應打開而未打開,我們檢查控製部分的方法為,首先應看PLC上輸入燈是否亮,如燈亮,說明控製器完好,如不亮則控製器有問題,需按表中檢查方式處理更換控製器。其次,我們再看PLC上輸出指示燈是否亮,燈亮為有信號輸出,PLC部分正常,反之則PLC故障,我們將線路更換到空閑的接點上在電腦裏組態並下裝程序,主要原因為PLC長期工作同時現場環境較差,造成控製櫃內的粉塵較大使繼電器觸點發生粘連或燒毀。在確認控製部分無問題時,我們可以檢查測量電磁閥的輸入線路,應有24V電壓,如有,則電磁閥故障,如沒有則線路故障。其它如大小加料、放料、料門開關、切線、縫包機控製、傳送帶控製等都用同樣的方法檢查。通過檢査控製部分沒有問題後,再次確認調節參數,如沒有問題,應立即重新檢查機械部分並進行調整。
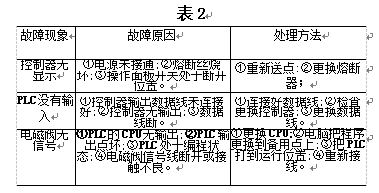
(6)控製部分故障現象、原因及處理方法如表2。
結束語:以上基本涵蓋了CDJZF100050型包裝機的包裝秤在生產過程中的所有常見故障,快速、準確的判斷設備的故障點和及時處理這些故障,將有效提高設備的運轉率,為滿足生產需要提供了可靠的保障。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器