谘詢電話
ENGLISH0755-88840386失重秤原理及波動原因分析
發布時間:2020-12-21 11:35:22 |來源:網絡轉載
1前言
冶金工業閃速冶煉技術性是一種新式加強冶煉廠技術性。它就是指把曆經深層幹躁的粉末狀硫化橡膠鈦精礦和加熱氣體、氧氣充足氣體、溶液、粉塵等化學物質的化合物在閃速爐飄浮冶煉成液體硫的冰法冶金工業全過程⑴。失重秤是貴溪冶煉廠(下稱貴冶)閃速爐的關鍵機器設備,它用以持續鈦精礦計量檢定運輸。失重秤是一種調料設備,它把銅精礦傳至閃速爐反應罐內與加工工藝風混和後反映產生冰銅和渣的化合物。調料是化工廠、冶金工業、混凝土等領域加工過程中的關鍵構成部分。因為調料當場自然環境差,生產流水線長,操縱全過程繁雜,調料規定精準、立即⑵。貴冶新三十萬t銅冶煉工程項目閃速爐係統軟件應用了兩部失重秤,每台失重秤運輸精礦較大 工作能力為80t/h。二係統軟件閃速爐超負荷加料量一般在110~120t/h中間,這就規定每台失重秤的原材料總K8凯发登录入口在55~60t/h中間。總K8凯发登录入口起伏尺寸是考量K8凯发登录入口計量值與預設值中間誤差尺寸的量,生產製造規定總K8凯发登录入口誤差在預設值的±8%之內,超出±10%對加工工藝生產製造不好。在具體生產製造中,會出現每台或兩部失重秤另外起伏很大的狀況,精確測量值乃至會超出預設值出租車30%。在風、油、氧使用量一定的狀況下,鈦精礦總K8凯发登录入口大幅度起伏將對爐況產生很不好的危害,因此大家必須盡早把握失重秤波動因素,從而處理失重秤起伏大的難題。
2失重秤詳細介紹
失重秤是一套總K8凯发登录入口自動控製係統,它由當場機器設備和控製器(WB-930)構成。它根據調整螺旋輸送機的轉速比來做到質量K8凯发登录入口的預設值。失重秤工藝流程圖如圖所示1所顯示。
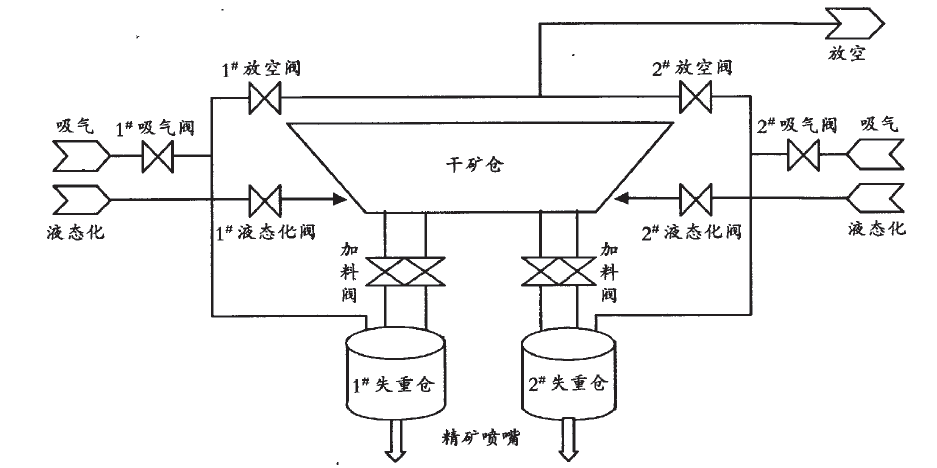
失重秤控製器(WB-930)操縱下列機器設備:給料螺旋(1台),投料閥(2台),攪拌裝置(2台),氣流輸送閥(3台),呼吸放空閥(2台),計量檢定倉(一個)。
2.1失重秤操縱時間段
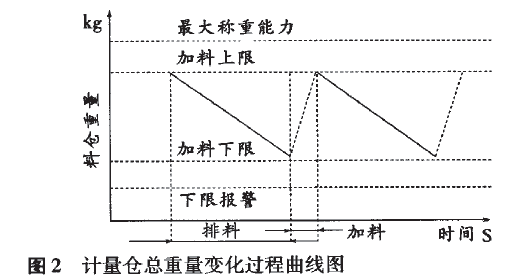
失重秤操縱時間段計量檢定倉總重轉變全過程曲線圖如圖2所顯示。當計量檢定倉總重超過投料下限時,係統軟件處在下料環節。下料環節。投料閥關掉,氣流輸送閥關掉,吸閥門開啟,進入空氣,螺旋輸送機和攪拌裝置運作,失重狀態送料控製器檢驗計量檢定倉的下料量,根據調整螺旋輸送機的轉速比,來操縱給料量。失重狀態送料控製器處在重量檢驗情況(檢驗負荷感應器的拉力信號差,該感應器是由德國的勞特精細有限責任公司生產製造的RC-22T-C3型液位傳感器,它的具備敏感度高、動態性響應速度短、機械設備損害小等特性⑶。),失重狀態送料控製器檢驗並測算計量檢定倉的下料量,根據調整螺旋輸送機轉速比來操縱原材料總K8凯发登录入口。
當計量檢定倉總重低於投料低限時,下料環節轉到投料環節。這時投料閥開啟,放空閥開啟,煙塵汽體導進布袋收塵器,如氣流輸送閥挑選“全自動”方式,則控製器得出氣流輸送閘閥開啟的差分信號,直至失重狀態倉總重超過投料限製為止。在投料期內,螺旋輸送機和攪拌裝置運作,投料閥開啟,失重狀態送料控製器處在容量檢驗情況,由於計量檢定倉另外處在投料和下料情況,沒法檢驗負荷感應器的拉力數據信號誤差。當計量檢定倉總重大於投料限製時,投料環節轉到下料環節。係統軟件在投料進行後,因為投料機器設備多流,必須等候一預置的時間,直至容量檢驗情況銜接到淨重檢驗情況。
2.2下料期內控製器的實際操作
WB-930控製電路方塊圖如下:
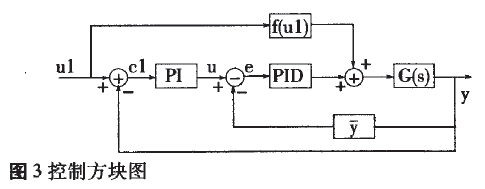
圖3操縱方塊圖
WB-930控製電路若立即選用基礎PID控製,無法考慮係統對的操縱規定。而選用改善的PID控製對策,一般能夠得到 比較令人滿意的操縱實際效果。求微分先PID控製是將求微分功效提前,即包括了一個先的求微分階段。求微分階段的輸出數據信號包括了被測主要參數以及轉變速率值,將其做為精確測量值鍵入到占比積分控製器中,可使係統軟件擺脫超調的功效提升,進而賠償全過程落後,做到改進控製係統質量的目地。釆用PI的求微分先操縱計劃方案,可不錯地抑止落後係統軟件的超調量,操縱特性優良,且不用開展實體模型鑒別,因此 求微分先PID控製具備構造簡易、可信性高、便於工業生產完成等眾多優勢⑷。
內部PID控製器作用是盡量地保持一瞬間的原材料總K8凯发登录入口的精準,其操縱間距為一秒(或幾秒鍾),用主要參數界定。一瞬間測量值,鍵入到全新測量結果的環狀油壓緩衝器內,並測算其和,此作為當今的參考值並且用此值測算預設值和精確測量值中間的差。
外界PI控製器的作用保持長期性的精準。PI控製器控製時間比PID控製器的控製時間長,其間距一般為一分鍾。外界PI控製器操縱內部PID控製器的預設值。
反饋作用控製回路/(«1)是根據插入法螺旋式特性曲線圖得到 ,該螺旋式特性曲線圖是按段線形,隨原材料量而提升。
2.3投料期內控製器的實際操作
投料主要參數界定為失重狀態送料控製器在投料時的操縱。有三種不一樣的方法:
(1)穩定操縱方法:投料時,給料螺旋速率穩定操縱。
(2)加快操縱方法:投料時,給料螺旋速率提升操縱。
(3)降速操縱方法:投料時,給料螺旋速率減少操縱。
下麵的圖為投料時穩定和自變量(降速)操縱方法。虛線1為穩定操縱。虛線2為降速操縱。
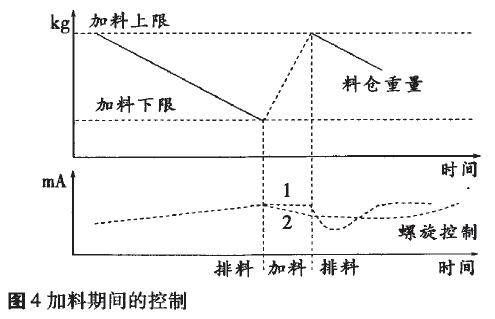
二係統軟件失重秤在投料期內應用虛線1-穩定操縱計劃方案。
根據對失重秤操縱基本原理的掌握,大家掌握到失重秤的操縱計劃方案是優秀的、線性度是很高的。可是要使失重秤高精密的穩定運作,就必使它工作中在合乎操縱、精確測量基本原理的標準下。從一麵下手,大家根據將近幾個月的時間,匯總梳理了失重秤起伏的多個緣故。
3影響失重秤波動的原因歸納
3.1機械設備家用電器層麵
(1)軟啟動器工作中是不是一切正常:確定軟啟動器主要參數,事件記錄,警報信息內容,查驗軟啟動器I/O是不是實時跟蹤。
(2)送料電動機和螺旋式工作中是不是穩定:查驗其振動和噪聲的尺寸。
(3)螺旋式維修用固定不動服務平台和螺旋式罩殼中間是不是徹底擺脫,稱重設備與附近物品是不是有碰觸和黏連。
(4)給料螺旋離心葉輪是不是有破損,如果有會危害送料的勻稱性。大家發覺其螺旋絞龍葉片有時磨壞較快,有時候還會繼續出現缺片的狀況,危害螺旋式送料的可靠性⑹。出現這類狀況,大家就務必要泊車開展維修。
(5)失重狀態倉和幹礦倉中間的導電軟連接,失重狀態倉和呼吸管中間的導電軟連接,螺旋式和瀝青混合料鬥中間的導電軟連接隔熱保溫是不是一切正常。
3.2加工工藝層麵
(1)失重狀態倉和幹礦倉中間的導電軟連接,失重狀態倉和呼吸管中間的導電軟連接,螺旋式和瀝青混合料鬥中間的導電軟連接是不是有粘接,若有粘接會危害秤重計量檢定。若有此類狀況產生,需泊車維修。
(2)呼吸管是不是有粘接或阻塞,若有粘接或阻塞,失重倉工作壓力不可以和大氣壓力保持穩定,危害秤重計量檢定的精確性,危害投料周期時間,危害下料的勻稱性。若有此類狀況產生,需泊車維修。
(3)幹礦倉料位低。
3.3儀表層麵
(1)WB-930工作中是不是一切正常:確定組態軟件主要參數,主要參數和警報信息內容。
(2)重量傳感器是不是有偏位,若有偏位,會危害秤重計量檢定的精確性。若有此狀況,需停車糾偏。
(3)失重狀態倉和固定不動服務平台中間的曲軸連杆是不是維持鬆馳靈便,假如曲軸連杆承受力,會危害秤重計量檢定。
(4)投料閥運作是不是一切正常:檢査投料閥開、關是不是及時,確定投料閥動作時間,假如投料閥開、關不及時或投料閥開、關時間太長,會危害秤重計量檢定。
(5)螺旋式氣流輸送閘閥姿勢是不是一切正常,螺旋式氣流輸送工作壓力是不是一切正常。
(6)倉氣流輸送閘閥姿勢是不是一切正常,倉氣流輸送工作壓力和總K8凯发登录入口是不是一切正常。
4結語
總而言之,危害失重秤加料量起伏緣故有很多,當給料量起伏時,大家根據失重秤基本原理,從原材料及精確測量基本原理上開展剖析、査找緣故,找到解決方案。2009年二係統軟件失重秤加料量出現了1次很大起伏(超出預設值的30%)。失重秤起伏後,大家最先查驗儀表層麵很有可能出現的緣故,大家核查WB-930控製器中的主要參數是不是更改,檢査液位傳感器的部位是不是一切正常這些,發覺儀表層麵沒有問題,隨後大家相互配合電氣設備工作人員逐一查驗電器設備,都沒有難題,最終我們把總體目標鎖住在給料螺旋葉子有缺片上。一切正常生產製造時,我們不能查驗螺旋式是不是缺片,僅有等候泊車時才可以查驗,在分配好的泊車維修時間中大家開啟螺旋式的觀查口,發覺螺旋式有2處缺片,加工工藝工作人員分配拆換螺旋式後,失重秤起伏消退。在處理方式中,大家累積了一定的工作經驗:運用排査法,先排査螺旋式運作時能夠檢査解決的要素,假如常見故障仍然存有,隻有在泊車或定修時對其他要素開展排査解決。實踐經驗,這類構思和方式是切實可行的。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:失重秤控製係統的改造及應用
- 下一篇:失重秤在自動化配料係統中的應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器