谘詢電話
ENGLISH0755-88840386模糊控製算法在穩定土拌和站配料係統中的應用研究
發布時間:2021-01-07 14:01:10 |來源:網絡轉載
0引言
穩定土拌和站是可以進行方便的拆裝組合式設備,設備本身具備砂石骨料配料係統、供水係統、拌料係統、成品料輸送機、成品料儲料倉、氣路係統、電控係統等。
配料係統是一種應用於工業和農業生產自動化的配料設備,通常使用帶有自動配料算法軟件的微機,由一套PLC配料設備和一套上位機監控配料設備組成,作為自動配料的控製係統叫其中,PLC配料設備由配料控製器(如STEC控製器)、配料儀表及通訊電纜組成,STEC控製器之間用以太網通訊,STEC控製器還提供RS232、RS485接口和ADSL、GPRS、CDMA,光纖等通訊;上位機監控配料設備可以安裝SRDev2.0編程軟件及HOMS組態軟件,用於對整個配料係統進行實時監控,畫麵顯示和報表打印;PLC用於實現配料的自動控製;配料儀表用於配料的PID調節及瞬時K8凯发登录入口和累計K8凯发登录入口等參數的顯示;控製櫃用於配料係統的邏輯控製和供配電;現場手操箱控製現場單台設備的啟停控製。
1穩定土拌和站動態配料係統
1.1動態配料監控係統工作流程
動態配料監控係統工作流程如圖1所示:
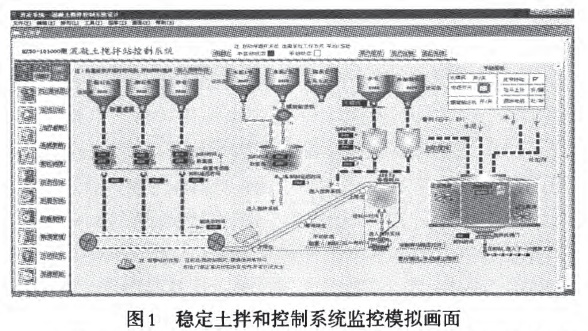
從圖1.1看出,骨料(碎石、砂)通過裝載機裝到配料站的儲料倉中,通過控製係統計量給出,送至上料皮帶機接料鬥,再由上料皮帶機把骨料輸送至攪拌機上部的待料鬥;同時,經控製係統的控製,水泥由水泥倉經螺旋輸送機輸送至水泥稱量鬥,水和添加劑由供液係統輸送至水稱量鬥和添加劑稱量鬥內。物料全部稱量好後,按一定的順序打開待料鬥氣動門、水泥稱量鬥氣動蝶閥、粉煤灰稱量鬥氣動蝶閥、水稱量鬥氣動蝶閥、添加劑稱量鬥氣動球閥,同時,開啟待料鬥振機、水泥稱量鬥振機、粉煤灰稱量鬥振機、進水管加壓泵,使各物料進入攪拌機中,由攪拌機攪拌均勻。攪拌好後經攪拌機出料門通過出料鬥卸入攪拌運輸車完成一個攪拌周期。以上整個過程均由電腦控製自動完成。
1.2動態稱重誤差與滯後過程分析
在實際工業生產過程中,普遍存在著時滯,典型的時滯工藝過程有皮帶輸送過程、管道輸送過程及大多數熱力過程等。例如,在混凝土攪拌係統中,使用水平皮帶運輸物料時,在拉鬥升降、開閉合倉門、以及稱量鬥的過程中都會出現滯後現象。
時滯產生的主要原因有:對係統變量的測量、係統中設備的物理性質及物或信號的傳遞等。在實際工程控製問題中,有時因滯後係統的影響不大而在係統的設計或模型中將滯後省略。但是在更多的實際工程中,滯後是不能省略的。特別當對象的純滯後時間與對象的時間常數之比大於0.3時(稱為大時滯過程),采用常規控製方法很難獲得滿意的控製性能。
1.3動態配料係統物理模型與數學建模
混凝土配料控製係統的關鍵在於稱量的準確性(設定值等於稱重值)。分析物料稱重係統的物理模型可以得岀稱量鬥的數學模型為:
![]()
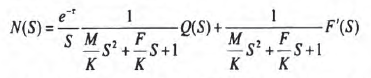
其中:F表示物料下料時產生的重力,為稱量鬥的輸入,M表示稱量鬥自身重量,Y0表示稱量鬥位移,K表示稱重係統的彈性係數,KY0表示稱量測量值。拉氏變換為:
![]()
故係統傳遞函數為:
通過分析上述建模過程,可以得出動態配料的被控對象近似為二階係統和二階延遲係統。在動態配料過程中,影響配料精度和速度的主要有兩個決定因素:稱重產生的誤差和滯後現象。
2動態配料PID控製算法與參數在線調節方案
2.1PID控製算法
在工程實際中,當我們不完全了解一個係統和被控對象,或不能通過有效的測量手段來獲得係統參數時,最適合用PID控製技術氣PID控製器就是根據係統的誤差,利用比例、積分、微分計算出控製量進行控製的。
(1)遇限削弱積分法
這一方法是考慮了在實際過程中,控製變量U因受到執行元件機械和物理性能的約束而控製在有限範圍內,即:Umin
(2)微分先行PID控製
微分先行PID控製是隻對輸出量進行微分,而對給定指令不起微分作用,因此它適合於給定指令頻繁升降的場合,可以避免指令的改變導致超調過大。
(3)帶死區的PID控製
在控製精度要求不高、控製過程要求平穩的場合,為了避免控製動作過於頻繁,消除由此引起的振蕩,可以人為的設置
一個不靈敏區B,即帶死區的PID控製。隻有不在死區範圍內時,才按PID算式計算控製量。
以上是一些常用的較為簡單的改進PID控製,當然,隨著控製理論的發展,目前各種新的改進型PID控製不斷出現,包括與智能控製相結合而形成的模糊PID,神經網絡PID等等,但是從實用性來看,上述方法在很長的一段時間內都將是工程設計人員的首選叫
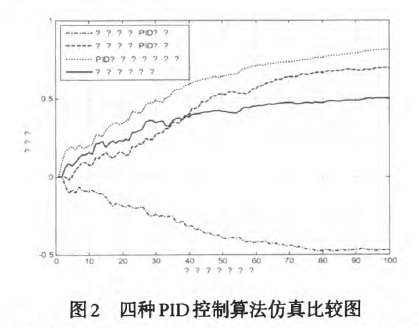
PID控製性能指標和輸入信號有關,由於外部信號具有隨機性、複雜性,從上述得出的圖2仿真圖可以看出,四種不同PID控製的配料稱重效果都存在一定的局限性,主要在於被控參數的實時變化引起控製器的穩定性下降,同時參數調節不能補償係統特性,導致係統性能指標達不到要求。
2.2動態配料的控製策略實現原理
在動態配料稱重過程中,為了提髙稱重精度,保證配料速度,提高係統效率。不能等到稱鬥靜止後再進行稱量,因為被測重量是隨時間變化的。按照動態配料生產工藝流程,在係統完成一次配料後,進入下一次配料程序時,PLC首先檢測配料稱重值是否小於設定值,若小於設定值即啟動物料倉送料裝置,開始打開閥門下料。則稱重傳感器把所測的動態數據經智能控製單元完成A/D轉換後輸入PLC控製器;控製器按照所釆集的動態稱重實時數據與事先設定好的預期配料設定值(即配合比參數)進行對比(粉料還需經螺旋機構輸送),利用算法進行配料精確控製,保證配料誤差在控製範圍內;當稱重值達到或接近所設定的重量時,控製器立刻發出關閉卸料裝置和進料機構的指令;等穩定後,將所有的物料稱量好,各種稱重料的重量按照設定程序送入攪拌機,等待攪拌(完成一次配料全過程)。
3模糊控製規則
3.1模糊控製的基本原理
模糊控製是建立在模糊集合和模糊邏輯的基礎上的,核心部分是模糊控製器。模糊控製器的控製規則由計算機的程序實現,微機通過釆樣獲取被控對象的精確值,然後將此量與給定值比較得到誤差信號E(取誤差反饋)。一般誤差信號E作為模糊控製器的輸入量。把誤差信號E的精確量進行模糊化變成模糊量,誤差E的模糊量可用相應的模糊語言表示。至此,得到了誤差E的模糊語言集合的一個子集e(e實際是一個模糊向量)。再由e和模糊控製規則R(模糊關係)根據推理合成規則進行決策,得到模糊控製量為:u=e*R,其中u為一個模糊量。
3.2模糊控製算法與特點
模糊控製是以模糊集理論為基礎,以模糊語言變量和邏輯
推理為工具,能夠利用人的經驗和知識,把直覺推理納入到決策中的一種智能控製器。即:先按概念組成的經驗控製規則對輸入參量進行控製,將被控量的精確值進行模糊量化,進而轉化為模糊量約束,再根據模糊控製規則,推理的合成規則進行模糊決策,最後將得到的模糊控製量轉化為精確值進行控製氣在工程控製係統中,很多係統都是多因素的,數學模型建立比較困難,其控製規則顯得複雜,給實際操作帶來不便。而模糊控製不用建立數學模型,根據實際係統的輸入輸出結果數據,參考現場操作人員的運行經驗,就可對係統進行實時控製。同時,模糊控製也包含這種思想模式一種對人類思維特點的模擬同。因此在設計新型的智能控製器時可以借鑒模糊控製的思想。
4智能邏輯預測控製器設計
4.1邏輯控製器
邏輯控製器的工作原理與模糊控製器相似,都是直接根據誤差及誤差變化,通過邏輯推理得到控製量,而不是根據控製對象的數學模型而是根據係統運動狀況(誤差和誤差率)來調整控製器的輸出回。邏輯智能控製係統的結構如圖3所示。
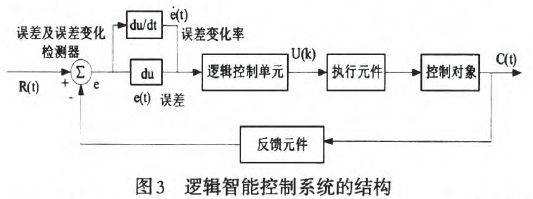
通過對比邏輯控製與PID控製的模型仿真,得出係統輸出如圖4所示。
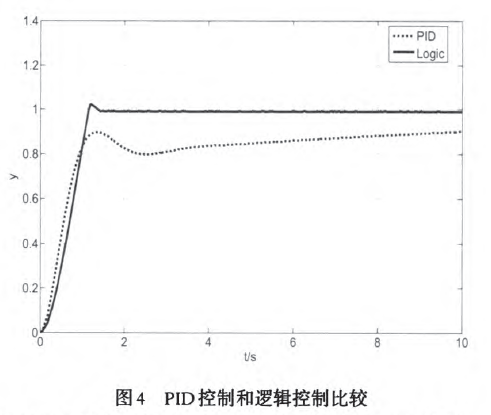
從和PID控製比較來看,邏輯控製要好於PID控製。表現出穩定性好、超調量小、響應快速的特點。在一定程度上克服了PID控製係統的快速性和穩定性不完全匹配和PID控製中參數相互影響的問題。
4.2邏輯預測控製器
目前應用最為廣泛的預測控製技術為模型預測控製(MPC)o模型預測控製又稱滾動時域控製,是一類基於模型的預測控製算法的集合。MPC將控製問題描述為約束優化問題,具有在線處理控製量約束和輸岀量約束的優點。其基本思想:是利用每個釆樣時刻的測量信息(包括係統的、環境的和任務的)刷新該優化問題並在線重複求解以獲得最新的優化控製動作。
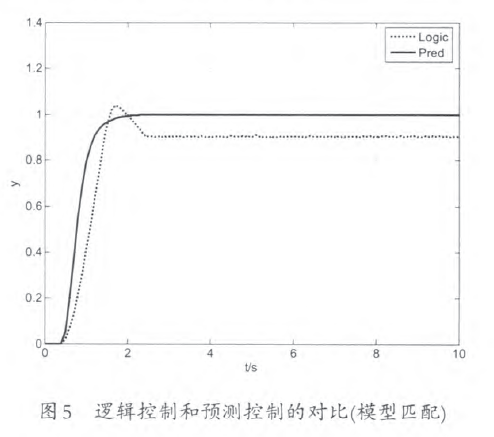
對比預測控製與邏輯控製的仿真結果。從圖5可以看出,在模型完全匹配的情下,預測控製的結果是最優的。通過對邏輯控製器和預測控製器的分析可知,邏輯控製器是對人主動開環控製及強時變控製的模擬,預測控製是對操作員經驗的模擬,其共同特征是主動時變控製。兩者的結合將是對人的控製思維特點的較全麵模擬,相信可以在工業過程控製中得到廣泛應用。通過仿真分析,可以發現,邏輯預測控製對對象參數變化不是很敏感。當被控參數設定好後,其在一定範圍內變化時,大多數情況下僅極點大小發生變化(判斷是否穩定),係統仍然具有良好的穩定性及控製性能指標。
5結語
針對穩定土拌和站動態配料係統中的滯後過程,如在稱重過程中,物料下料的不穩定性和機械裝備的慣性所造成的純滯後即存在一個過衝量,由於這種過衝量的不確定性,給控製帶來了很大困難。利用最小二乘算法的在線修正補償特性,在線校正下一次的控製測量稱重值。同時模擬人的思維特點,提出一種新型的邏輯預測智能控製器,通過多次數據測試和仿真實驗,其控製規律可以使係統運行比較穩定,其配料精度和速度都達到要求,整個係統的效率也得到了提高。Matlab仿真表明,與其它類型人工智能控製器相比,該控製器結構簡單,具有響應快、魯棒性強、超調量小、穩態精度高的特點。便於在工業控製領域推廣應用。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器