谘詢電話
ENGLISH0755-88840386JY500C11定量包裝稱重儀表調試舉例
發布時間:2021-08-06 16:53:39 |來源:
JY500C11定量包裝稱重儀表調試舉例
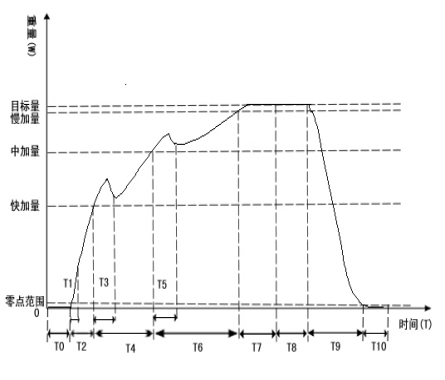
有鬥秤自動包裝過程
T0:加料延時,但連續配料時,有助於避開關門產生的信號波動。
T1:快速避衝力延時
T2:快加時間(中加濾波係數)
T3:中速避衝力延時,可以避開快加結束的衝力。
T4:中加時間(中加濾波係數)
T5:慢速彼此力延時,可以避開中加結束的衝力。
T6:慢加時間(慢加濾波係數)
T7:延時采樣,可以避開慢加結束的衝力,使統計結果準確。
T8:到量延時卸料
T9:卸料時間,卸料到重量達到零點區域。
T10:延時關門,有助於卸料充分。
調試說明:
控製器在控製過程中,采用自適應的控製方式,是以控製器設定的加工參數為基值進行自動調節。在加工開始時,精度開始前幾次誤差可能較大(隻要與落差值有關),但隨後控製器會自動調節,達到設定的加工目標值。此時,效率會比正常降低。但隨著加工次數變多,控製器會自動調節,達到最佳的速度和精度。達到最佳的速度和精度的時間長短,與快加和中加設定的值有關,和一般情況下,已默認加工參數可以很好加工。
加工過程參數的快加、中加、落差和避衝時間對不同的機器(即不同的卸料口)會有不同的設定值。改變機器,控製器默認的參數可能要進行一定範圍的調整。為此,請打開設快加、中加提示畫麵。
1、在主界麵按“加工配方”控件進入加工配方界麵。
2、在加工配方界麵按“加工避衝”控件進入加工避衝界麵。
3、按“避衝監控”控件。
4、返回主界麵,此時主界麵會顯示一黃色信息框。此就是避衝監控信息框。
打開避衝監控信息框後,可以按加工啟動。此時避衝監控信息框會顯示快加和慢加所用的避衝時間和判斷時間。中加總時間=中加避衝時間+中加判斷時間;慢加總時間=慢加避衝時間+慢加判斷時間。如果信息框有提示“快加過大(小)”或“中加過大(小)”,可以人工改變快加或中加的設定值。
1、信息框有提示“快加過大”,可以手動設定快加值,設定值請在默認值為基礎,減少0.2--0.4的設定,例如:原值為3.6,可設3.4或3.3。
2、信息框有提示“快加過小”,可以手動設定快加值,設定值請在默認值為基礎,加多0.2--0.3的設定,例如:原值為3.6,可設3.9或4.0。
3、信息框有提示“慢加過大”,可以手動設定快加值,設定值請在默認值為基礎,減少0.1--0.2的設定,例如:原值為0.6,可設0.4或0.5。
4、信息框有提示“慢加過小”,可以手動設定快加值,設定值請在默認值為基礎,加多0.1--0.1的設定,例如:原值為0.6,可設0.7或0.8。
5、如果要更改“加工避衝”界麵的時間參數,也請在默認值加或減0.1秒改動。
6、同種類型機器參數快加、中加、落差和“加工避衝”界麵的時間參數調好後,請保存(可在參數備份和導入界麵保存)。
7、調試好後,請關閉避衝監控信息框。
對於最終用戶者,在主界麵更改加工目標值,其它參數不用改變,就可滿足加工要求。
注意事項:
1、加工目標過小時(根據不同的秤體),請不用快加功能。
2、每次重新開始加工時,控製器會自動調節落差值,故一般情況下,第一包物料誤差會比較大。
3、剛開始加工時,速度可能慢點,但隨加工次數變動,速度會變快,達到最佳狀態。
4、加工過程加工參數的調節量係統不保存,所有每次重新加工或改變其他加工參數,調節量會清零,故每次重新加工,控製器會有一輪調節過程。
5、控製器在快加、中加和慢加過程,界麵的無法操作。
6、在加工過程中,如果突然斷電,重新來電控製器會繼續工作,但為了保證加工精度,請清空稱體,關閉自動控製,置零稱體,再重新啟動加工。
7、在秤體改變時,請把“自動落差”設為關閉,快加、中加和落差為手動調節。在調試。在料倉料供料不足,請把“自動落差”設為關閉,快加、中加和落差手動調節。把避衝監控打開,保證慢加判斷時間在2秒左右。同時也在“加工避衝”界麵設置“慢加判斷時間”為2.00秒左右,或更大。
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器