谘詢電話
ENGLISH0755-88840386雙皮帶連續輸送配料秤控製算法的研究
發布時間:2020-05-11 09:36:55 |來源:網絡轉載
- 引言
目前,連續輸送配料電子皮帶秤在肥料、化工、建築等行業得到廣泛應用,其稱量部分安裝於輸送機架上,通過檢測兩托輥間物料重量以及皮帶速度,計算出物料K8凯发登录入口,由稱量控製儀表調整皮帶速度,即可達到定量配料的目的。這種稱量方式受製因素較多,會受到皮帶速度、皮帶長期運行鬆緊程度、皮帶跑偏、托輥摩擦力、機架應力、環境等因素的影響,其稱量配料精度
不高,無法滿足高精度、配料量程寬稱量的要求。為此,我所研發了雙皮帶連續配料電子秤,供料皮帶與稱量皮帶分為兩個獨立的單元,將稱量皮帶單獨設置,有效地解決了上述問題,減少影響稱量的因素,提高稱量精度。
- 工作原理
如圖 1 所示,雙皮帶連續輸送配料電子秤由料倉、供料裙邊皮帶、稱量裙邊皮帶等組成,料倉物料由供料
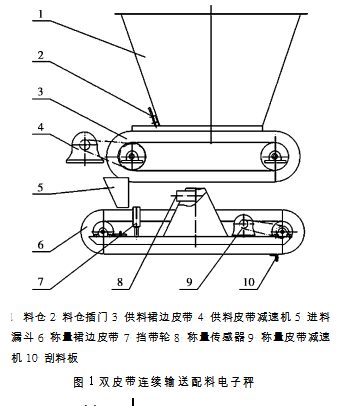
裙邊皮帶送出,通過進料漏鬥落入稱量裙邊皮帶。稱量裙邊皮帶上安裝有稱量傳感器,由於稱量裙邊皮帶不與料倉接觸,減少稱量幹擾量,從而提高了稱量精度。供料裙邊皮帶由變頻器控製,稱量裙邊皮帶定速運行。通過製目標重量進行對比,實時改變供料頻率,使實際物料重量與目標重量一致,從而達到設定物料供料量的目的。
- 稱量控製算法
調整供料速度來穩定稱量裙邊皮帶上的物料量,以達到設定送料量的要求。
- 量皮帶上實際物料重量與控
稱量控製器設定配料秤單位時間的供料量,除以 皮帶上物料運行時間,就是稱量皮帶的控製目標重量。
 在給料初始階段時的計算方法:
在給料初始階段時的計算方法:
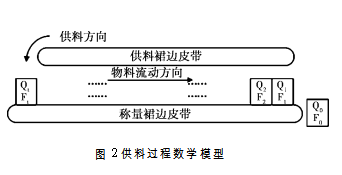
 在給料的初始階段,物料輸送時間為 n,其中n < t,則平均頻率 Fs 為由於稱量時物料在稱量皮帶上運行時間較短,PID算法中的積分量並非實際的物料狀態,故 PID 算法不適合雙皮帶連續輸送配料電子秤的稱量控製要求。通 過對配料秤的動態分析,以每秒為單位切割供料過程, 建立數學模型,如圖 2,稱量皮帶上的物料是 t 時間內( t為皮帶上物料運行時間) 的供料量,而在 t 秒前的供料已經送出。在正確分析了供料過程後,提出控製算法。
在給料的初始階段,物料輸送時間為 n,其中n < t,則平均頻率 Fs 為由於稱量時物料在稱量皮帶上運行時間較短,PID算法中的積分量並非實際的物料狀態,故 PID 算法不適合雙皮帶連續輸送配料電子秤的稱量控製要求。通 過對配料秤的動態分析,以每秒為單位切割供料過程, 建立數學模型,如圖 2,稱量皮帶上的物料是 t 時間內( t為皮帶上物料運行時間) 的供料量,而在 t 秒前的供料已經送出。在正確分析了供料過程後,提出控製算法。
該算法的控製目標是供料電機的頻率。通過對稱其結果與( 4) 式相同,由此得出結論,在供料開始
階段與正常階段,其目標頻率的計算方法相同。
在計算出目標頻率後,及時向供料變頻器發出頻率指令,供料皮帶按新的頻率供料,直至下一個計算周期。通過不間斷的修正供料頻率,保證稱量皮帶上的物料穩定到目標重量,從而保證物料按設定配料量連續供料。
由於在實際供料過程中,每秒供料量不能直接測得,隻能檢測到稱量皮帶上的物料量。在開始稱量階段,供料時間小於物料在稱量皮帶上的運行時間,其每秒供料量通過以下方法獲得
Qt = Qs - Qs - 1 ( 5)
式中 Qt —當前一秒的供料量( kg) ;
Qs —當前稱量皮帶上的物料量( kg) ;
Qs - 1 —上一秒皮帶上的物料量( kg) 。
在正常稱量階段,每秒鍾稱量皮帶上有物料送出, 同時由供料皮帶供料,其每秒供料量通過以下方法獲得
在程序中還加入缺料檢測,在出現斷料情況下停機報警,加料或處理料倉結拱後,再次運行。
稱量皮帶每次運行前都進行清料置零,保證稱量準確度和係統穩定。
Qt = Qs - ( Qs - 1 - Q0 ) ( 6) 式中 Q0 —稱量皮帶送出的物料量。
將每秒供料量相加,就得到出料量。當出料量達到設定值後,停止給料皮帶給料,稱量皮帶再運行 t / s 後,等稱量皮帶上的物料全部送出後停止,一次給料過程完成。
該算法適合於不間斷連續配料,也適合於分批配料( 如每批配料 500 kg) 的配料係統。
- 控製線路及軟件設計
- 應用
連續輸送配料控製部分由 JH358 稱量控製儀、稱重傳感器、供料變頻器、稱量接觸器等組成。稱量皮帶 由接觸器控製定速運行,上麵安裝稱重傳感器,傳感器 信號送入稱量控製儀; 供料皮帶由變頻器控製,變頻器的頻率由稱量控製儀通過 RS485 設定,控製供料量。配料生產線一般有 5 ~ 9 個料倉,每個料倉配有獨立的連續輸送配料電子秤,PLC 協調控製各配料秤的啟動停止動作,同時控製生產線上的輸送機、提升機、混料 機等。觸摸屏上顯示生產線上各配料秤的狀態、稱量 值、參數,並記錄各料倉的配料量、總配料量,統計出每 天或每班的生產量、各料倉用料量等。
我所自主研發的“JH358 稱量控製儀”,采用 AVR單片機 ATmega32CPU、24 位 AD 轉換器 CS1180、集成傳感器電路、濾波電路、輸入輸出接口控製電路、RS485 接口電路、電源電路,前麵板為 8 位 LED 數碼管,顯示稱量狀態、稱量值及參數值,4 個按鍵用於修改參數和調試操作,是一款集檢測、顯示、控製為一體的智能控製儀表。
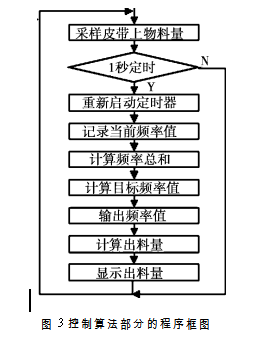
JH358 稱量控製儀使用 AVR GCC 編程語言,編程調試環境 AVR Studio 4. 16,圖 3 為控製算法部分的程序框圖。
如果稱量皮帶上物料運行時間較短,也可以按0. 5 s分割計算,其算法相同。
使用此控製算法的一條年產 10 萬噸 5 倉連續配料生產線和兩條年產 15 萬噸 5 倉連續配料生產線已經在陝西賽眾科技有限公司、渭南舉眾科技有限公司運行投產,生產線采用 5 組連續配料控製秤,PLC 集中控製,觸摸屏顯示稱量實時值、統計量,已經運行 1 年以上, 完全達到了設計要求,用戶非常滿意。
- 結論
此控製算法簡潔明了,易於編程,在實際應用中調節反應及時準確,經檢測和用戶長期運行考核,配料準確度達到0. 2 級,也驗證了控製算法符合該配料秤的稱量過程,準確有效。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:微機控製變頻調速配料秤的應用
- 下一篇:重晶石配料秤係統常見故障及處理辦法
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器