谘詢電話
ENGLISH0755-88840386小盒包裝機四輪側邊加熱器的設計和實施
發布時間:2020-06-15 16:30:40 |來源:網絡轉載
包裝機設計車速為400包/分鍾,因其運行及產品質量穩定,為 目前國內各大、中型煙廠軟盒煙包的主力機型。但由於設計原因,其軟盒 煙包與硬盒煙包相比外觀方正度、美感都有較大差距。為了適應市場需 求、提高軟盒煙包的檔次及技術含量,公司決定生產軟盒硬化的新型卷煙 包裝°商標紙材料硬化後與標準的商標紙有很大差異:厚度由於原來的0. Innn 增加到0. 25mm,這一變化的結果是煙包各已折疊邊恢複回原狀態的抵抗力 也相應增大,在生產過程中不可避免出現了煙包側長邊粘貼不牢,設備無 法無法正常運行。
h原因分析
作為中高速機,設備對使用的原輔材料規格有嚴格要求:厚度為0. 09-0. 1mm,定量為85-95"血2。而硬化後的商標紙規格則為:厚度為0. 25mm,定量為150g/mm2。規格的大變化造成了商標紙在包裝過程中不可避 免存在商標紙包裝後回彈力增加、白乳膠不能及時幹燥引起的商標紙側邊粘 貼不牢固。為了使側邊能被白乳膠可靠地粘貼牢固,不得不將設備機速降低 到100包/分鍾以下,通過延長煙包在四輪出口電熱位置停留時間,讓白乳 膠有充分時間幹燥,達到商標紙粘貼牢聞的目的。
2、改罐方法
2.1方案選定
保證白乳膠能將商標紙粘貼牢固,在各原輔材料不變情況下有兩種方 法:一是延長煙包在設備內的幹燥時間,即降低設備車速;二是提髙煙包周圍 環境的溫度,縮短白乳膠的幹固時間。
方法一,是不改造設備情況下,即可實現生產的一種原始方法,此時設 備車速不超過設計車速的四分之一,設備有效作業率極低。因此,隻適合於 新產品小批量試製,不能應用於成熟產品的批量生產。
方法二,借鑒YB25四輪及煙包輸出通道的底部分別設計安裝加熱器,對 設備進行改進,在合適的位置增加一組加熱器,適當提高煙包側邊的溫度,達 到加快商標紙側邊粘貼牢固的作用。此方案在一定程度上提高設備性能,適 合成熟產品的批址生產.
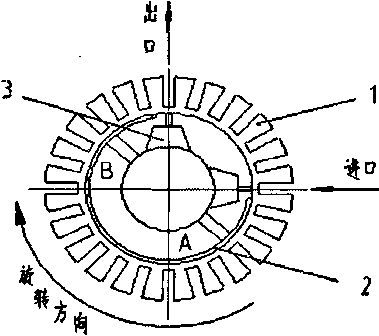
圖1四輪結構示意圖
2. 2方案設計
商標紙側邊是其隨煙包在三輪旋轉時完成折疊,折疊完成後經過四輪進 行底部的烘幹幹燥,從四輪輸出粘貼上封簽後,煙包進入底部有加熱器的 煙包烘幹輸出通道,在通道內煙包完成最後的白乳膠幹燥。三輪煙包經過 的工位隻有四個,時間極短。而四輪為煙包幹燥輸送輪,輪上共有24個模,其 中工作工位為19個,則煙包在四輪停留時間七=(19包+400包/分鍾)X 60秒/分鍾=2. 8秒,使用常規商標紙煙包時,商標紙封口能在此輪上得到 初步的幹燥成型。新型商標紙吸水率較低、回彈力大,不能在短時間內粘 貼成型。在設備運行速度不改變即時間不變情況下,可在四輪周圍設計安 裝一組加熱器來加速封口膠的幹燥。
- 3方案實施
圖1中1為傳遞煙包的四輪,2為內圓弧導軌,3為控製煙包進出的推 杆和接杆傳動箱。經觀察,小盒煙包側麵接逢在運動時正好朝向導軌表麵,測 量四輪內外圓弧導軌及煙包推杆傳動箱的尺寸,其有足夠空間設計安裝一加 熱器,即可在內圓弧導軌上A、B兩處各增加一隻加熱器。為降低成本材料選用熱傳導係數較較高的鋁。為增加加熱器與導軌接觸 麵提高熱交換效率,加熱器和導軌2的接觸麵圓弧半徑應一致。拆下導軌測 量其半徑為R161.5,即加熱器工作表麵圓弧半徑R161.5。加熱器通過螺栓與 導軌聯接。電熱芯選用下遊小盒透明紙包裝機中透明紙熱封泡鬥所用的電熱芯,規 格為110V200W為方便控製及操作,電源及溫度控製器直接取用設備電櫃內 備用接口。加熱溫度預設置為90C,根據生產過程中不同批次的包裝材料實 際情況可進行微調。
- 效果檢査
通過在四輪圓弧導軌上增加兩個加熱器,使煙包側麵上膠部位迅速粘貼 牢固,避免因膠水未幹造成煙包側麵開,而且加熱器的溫度容易控製,溫度 調節容易操作,產品質量穩定,降低了因粘貼不牢而被剔除的損耗,而最明 顯的效果便是能大大提高設備的包裝速度,提高了生產效率。
5.結語
通過對改進後的設備運行情況觀察,目前設備已能以340包/分鍾的車 速正常運行,產品質量完全符合標準要求,達到預期的改造目標,並在全部包裝機上推廣應用。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器