谘詢電話
ENGLISH0755-88840386熱封扭結高速棒糖包裝機智能控製係統
發布時間:2020-06-19 09:17:49 |來源:網絡轉載
熱封扭結高速棒糖包裝機是一種包裝能力強,為包裝棒糖開發的多規格係列化的間歇式包裝機,它不但能用於無色標的包裝材料的包裝,而且能夠用於印有色標的包裝材料進行高速生產。在包裝過程中,由於包裝材料表麵印刷的定位色標之間存在誤差,並且受包裝材料的拉伸以及機械運轉中波動等因素的影響,包裝材料上原始的切刀位置有可能偏離正確的位置產生誤差。該係統采用的智能控製係統,由伺服電機帶動送紙機構、光電開關、編碼器、接近開關等裝置組成, 性能穩定可靠。該係統在熱封扭結高速棒糖包裝機的應用,實現了自動理糖、送紙、包裝、及熱封扭結的智能精確控製。
- 智能控製係統的工作原理
係統通過觸摸屏讓操作員與機器進行交互,操作員可以在觸摸屏上進行參數的設置和操作,把相 應的指令送到 PLC,機器按照操作員的要求工作。同時,觸摸屏會把機器運行的實時現狀反應在屏幕上,如速度、溫度、產量、紙長、報警和相應的 I /O 參數,及通信信息等,讓操作員了解機器的實時狀況, 機器有故障時就能很快找到問題點,如包裝紙用完時係統會自動停機並顯示紙盤缺紙;當機器出現卡紙時,係統會自動停機並顯示卡紙等。
如圖 1 所示,係統通過糖量光電開關來控製振動器工作,棒糖多的時候光電開關起作用,停止
振動器,棒糖少到一定量的時候,恢複振動;測糖光電開關有信號時起動伺服送紙,無糖時不送紙, 有效地節約了包裝材料。 缺膜光電開關沒有信號時,機器會自動停機顯示包裝紙用完。 色標光電開關用於檢測色標位置來進行紙長的修正。 阻紙光電開關有信號時自動停機,同時,屏幕會顯示阻紙,告知及時清除原因。
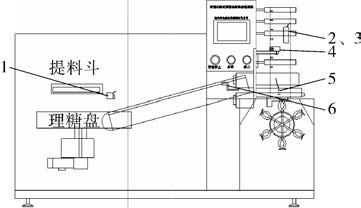
圖 1熱封扭結高速棒糖機示意圖
1 -糖量光電開關 2,3 -缺膜光電開關
4 -色標光電開關 5 -阻紙光電開關 6 -測糖光電開關
- 係統機構的論述
棒糖由料鬥經振動器高頻振動,按一定比例進入理糖盤,理糖盤上方有理糖頂錐電機和2個毛刷電機,當有棒糖進入理糖盤時,第一隻毛刷電機和理糖頂錐電機配合,使棒糖有序地理入理糖盤工位孔。 第二個毛刷電機將多餘的糖進行第二次理糖,填補第一次理糖的空缺,使空糖率接近零。 翻糖電機帶動具有一定摩擦力的尼龍輥旋轉,使糖棒得到一個相反的作用力翻向同一個方向。 糖棒進入導向槽同時理糖盤給糖一個推力, 使棒糖有序地進入夾糖工位,為下一工位的夾糖做好準備。 當糖依序地進入夾糖鏈,鏈上方的測糖開關,當檢測到有糖經過時就會給 PLC 發送信號,PLC 給輸紙電機發送紙信號。 當為無色標紙時,伺服電機會按設定的紙長送出,當為有色標紙時停在光標位置。 中間有空糖時電機就會相應的停止不送紙,有效控製包裝材料的浪費。 主機後方連接了一個同步用編碼器,經過相應的計算,同步地把紙送到位。 當送紙過早,就會出現紙掉下去的情況;紙送太遲,就會出現拉紙情況。 推糖夾、接糖杆和包裝紙要同步工作,稍有偏差就會出現包裝紙圖案不正的問題,送紙與機械是否同步直接影響到包裝效果。 包糖氣缸利用杠杆原理使熱封鉗閉合,包裝熱封完成。糖位檢測器、編碼器、色標光電和伺服電機是電氣控製係統同步定位必不可少的組成部分 ,其中,糖位檢測器是光電定位係統的眼睛,隨時監視著包裝物的移動狀況,色標光電檢測器就是包裝材料的眼睛,隨包裝材料的不同,色標光電開關進行不同功能的選擇。係統對包裝材料定位色標和檢測方法也提出一定的要求,要求包裝材料有較高的密度 、滑度、厚度均勻性以及一定的抗拉伸性能。 抗拉伸性能好是包裝機自動定位和運轉的重要前提之一 。 在定位精度較高和連續自動定位的包裝機上,宜采用質量好的複合材料,同時也要求定位色標必須能夠起到遮光或通光的作用,隨包裝產品 的大小和檢測方法的不同,定位色標要有足夠的 遮光麵積 。 一般色標圖案寬 4 ~6mm , 長 5 ~ 15mm,保證檢測時信號的可靠性。
- 紙長補償方法
係統對送紙有很高響應性和速度要求,采用伺服電機驅動,伺服電機具備很高的靈敏度和分辨率現快 速響應,可以滿足高速運行的功能。當為無色標紙時,送紙隻按設定紙長送出相應的行程,送紙完成後會給 PLC 發送一個結束信號, 為下一次送紙提供準備信號。 當有色標紙時,伺服電機會依據色標傳感器采集到的信號送到 PLC,與編碼器信號進行對比,檢測送出的紙長是否達到我 們設定的紙長。 如果沒有達到,就會記錄下我們已經送出的紙長,和沒有送出的紙長。 這樣定位係統每包一次就測量修正一次。 從速度方麵講:如果包裝紙過快,就會出現正誤差,係統會給出一個負的補償量,也就是由送紙電機減速達到補償,如果包裝紙滯後是個負誤差,係統給出一個正的補償量使 送紙電機增速。 從位置來講,給定一個稍大於絕對誤差值的補償值,當這次測定誤差為負,則補償一個正值。 下一次測定比較之後必定出現正誤差,經過定位係統自動的補償,正值之後又恢複出現負誤差,如此循環,正負交替,使誤差控製在一定的範圍內,這樣包裝紙的切斷部位就在正確位置附近跳動,以達到控製紙長的目的。
- 測糖係統
當測糖檢測器檢測到有糖時就會把這個有糖信號傳送到 PLC,但不是每一個經過糖的信號都會被送到 PLC,測糖檢測器有 10mm 的位置範圍, 如不在這範圍內,有糖經過時信號係統視為無效信號.
- 加熱係統
PLC 加溫模塊控製理糖盤溫度和扭結溫度, 讓加熱器按照設定的溫度進行控製。 理糖盤加熱是為了使糖盤清洗後快速去除理糖盤裏的水分,並且在生產過程中去除糖中的水分,以便後續包裝。 扭結加熱係統是用來加熱糖鉗,將糖鉗的熱量傳遞給包裝材料,使結成型。

- 結束語
我們采用上述原理設計了熱封扭結高速棒糖包裝機智能控製係統,徹底解決了困擾業界多年的光、電、氣、熱聯合控製包裝機的高速定位問題,也為今後同類產品的設計,打下了良好的基礎,實踐證明該係統高速準確,是目前國內同行業中理想、可靠、平穩的控製係統之一。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:軟盒包裝機鋁箔紙輸送裝置的改進
- 下一篇:顏料包裝機原理方案創新設計
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@wzhenglide.com

微信:產品谘詢

公眾號:k8凯发版官网儀器